|
DOI: 10.7256/2453-8884.2017.2.23605
Дата направления статьи в редакцию:
16-07-2017
Дата публикации:
17-09-2017
Аннотация:
Предметом исследования явились методы и средства создания автоматизированных систем управления технологическими процессами особо опасных объектов (АСУТП ОПО). К таким объектам предъявляются требования безопасности, которые изложены в Технических регламентах и Правилах безопасности, и их выполнение обязательно для ОПО. При этом, если сам проект ОПО проходит государственную экспертизу, на предмет соответствия этим требованиям и правилам, то соответствие им АСУТП ОПО подтверждается только «Протоколом» между хозяйственными субъектами по методике испытаний, которую они сами же и составляют. В настоящей работе, по аналогии с системами автоматизации проектирования (САПР), разработана методология автоматизации создания АСУТП ОПО, реализующая выполнение указанных требований и правил безопасности. Новизна исследования заключается, во-первых, в разработке метода описания динамических связей функционально-технологических моделей элементов объекта, оптимизирующий выполнение технологических процессов в управляющих контроллерах, а во-вторых, в создании программно-технического комплекса имитации объекта автоматизации, позволяющего осуществить "виртуальное внедрение АСУТП ОПО" без объекта, для проверки срабатывания требуемых средств защиты.
Ключевые слова:
системы автоматизированного проектирования, автоматизированные системы управления, технологические процессы, особо опасные объекты, методы автоматизации, математические модели, алгоритмы, имитатор, виртуальное внедрение, безопасность
Abstract: The research subject is the methods and means of creation of computerized process control systems of especially dangerous industrial objects (CPCS EIO). Such objects are controlled with special safety requirements, which are described in technical regulations and safety guidelines, which are obligatory for especially dangerous industrial objects. If the EIO projects undergo state expertize for compliance with such requirements and guidelines, CPCS’s compliance with them is only confirmed by the protocol between economic entities based on the testing methodology composed by them. Using he example of computer-aided engineering systems, the authors of this work develop the methodology of automation of creation of CPCS EIO, which guarantees implementation of the above mentioned safety requirements and guidelines. The scientific novelty of the study consists in, firstly, the development of a method of description of dynamic links of engineering and technical models of elements of an object, which optimize the performance of technical processes in controllers; secondly, the creation of a software and hardware complex of simulation of an object of automation, which helps realize virtual implementation of a CPCS EIO without an object to test the effectiveness of the required security facilities.
Keywords: computer-aided engineering systems, automated control systems, technological processes, especially dangerous objects, methods of automation, mathematical models, algorithms, simulator, virtual implementation, safety
Для автоматизации проектирования объектов различного назначения в мире создано большое разнообразие пакетов прикладных программ (ППП) систем автоматизированного проектирования (САПР), которые предоставляют большую свободу программирования (AutoCAD, КОМПАС и т.д.).
Как правило, задачи автоматизации проектирования промышленных объектов решаются при следующих допущениях [1-3]:
1. Рассматривается размещение в заданном объеме.
2. Производственное здание строится из стандартных строительных ячеек, заданных величиной шага и пролета с типоразмерами строительных колонн.
3. Зоны, в которых запрещено размещение оборудования, задаются аналогично размещаемым объектам, но с фиксированными координатами базовой точки.
4. Размещаемые объекты аппроксимируются параллелепипедами.
5. Размещаемые объекты имеют одинаковый набор параметров.
При постановке задачи определяют [4,5]:
- перечень размещаемого оборудования и его параметры,
- тип производственного помещения и его максимальные размеры,
- принципиальную технологическую схему,
- объемно-планировочное решение объекта,
- условия компоновки, включая критерий оптимальности получаемых вариантов решения.
Обобщенная структура такой математической модели, как правило, описывается N-ориентированным гиперграфом вида [6-9]:
G(X,U,UL) , (1)
где Х – множество вершин гиперграфа; U – множество гиперребер гиперграфа; U L = {ui= < xp1; xp2>i |l = 1,Ni} – множество ребер ориентированного подграфа
Gi (X,UL) , (2)
который задается в виде матрицы инцидентности L = {lp1,p2}, где
(3)
Для каждого объекта задается множество свойств SXi= {sj} 1, описывающих его параметры (геометрические размеры, координаты базовой точки, масса, тип). Аналогично для каждой области размещения SUm= {sj}2, (геометрические размеры, параметры строительной ячейки, типоразмер строительных колонн, координаты базовой точки, номер этажа, тип) и для каждого технологического соединения SUlL= {sj}3. (координаты начала, конца и точек изменения направления трубопровода, диаметр, тип транспортировки веществ, стоимость единицы длины). 1, описывающих его параметры (геометрические размеры, координаты базовой точки, масса, тип). Аналогично для каждой области размещения SUm= {sj}2, (геометрические размеры, параметры строительной ячейки, типоразмер строительных колонн, координаты базовой точки, номер этажа, тип) и для каждого технологического соединения SUlL= {sj}3. (координаты начала, конца и точек изменения направления трубопровода, диаметр, тип транспортировки веществ, стоимость единицы длины).
В реальных задачах зачастую ограничивается не значение свойства, а некая функция от свойств объектов. Например, разница высоты расположения двух аппаратов, между которыми вещество передается самотеком и др.
В итоге «на выходе САПР», помимо проектной документации, выдается схема (рис.1) технологического процесса [7].
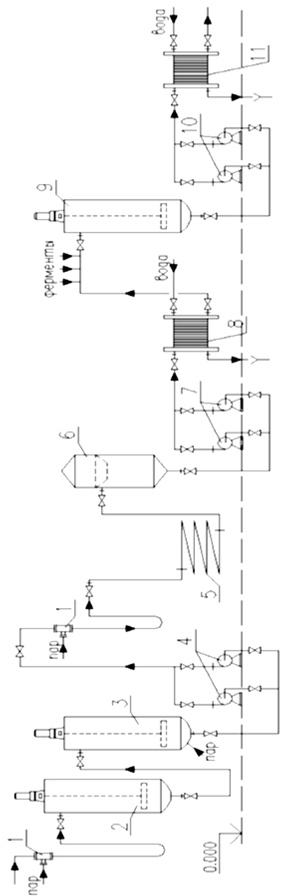
Рис.1 – Технологическая схема обработки крахмалистого сырья (пример пожаровзрывоопасного технологического процесса)
Однако некоторые технологические процессы на предприятиях находятся под техническим контролем специальных надзорных органов, для обеспечения безопасного функционирования предприятий, которые квалифицируются, как опасные производственные объекты (ОПО). К таким объектам предъявляются требования безопасности, которые изложены в Технических регламентах (ТР) и Правилах безопасности (ПБ). Для разных технологических процессов созданы разные ПБ и выполнение требований ТР и ПБ обязательны для ОПО [7-9].
При создании проектов АСУТП для ОПО, функции выполнения требований ТР и ПБ возложены на проектную организацию, а качество их выполнения подтверждается государственной экспертизой проекта. Выполнение требований ТР и ПБ в управляющих программах АСУ ТП подтверждается только «Протоколом испытаний» между хозяйственными субъектами по программе и методике испытаний АСУ ТП, которую они сами же и составляют [10-13]!
Таким образом, возникает задача создания моделей и программно-технических средств, позволяющих провести автоматизацию ОПО строго по проекту (автоматически) и провести тестирование (без объекта). При таком подходе требования ТР и ПБ будут выполняться всегда, не зависимо от человеческого фактора при разработке, внедрении или модернизации АСУТП.
Указанная задача была поставлена и решена, путем создания соответствующей математической модели и программно-технического комплекса, её реализующего.
Модель и основной алгоритм автоматизации создания АСУТП ОПО
В общем случае решение задач автоматизации любым технологическим процессом включает [1,11-15]:
- измерения параметров оборудования технологического процесса (температур, объемов, веса, токов, напряжений и т.д.);
- регистрацию состояний и маршрутов технологического процесса (скоростей, конечных выключателей, задвижек и т.д.);
- математическую обработку результатов измерений параметров и регистрации состояний;
- управление оборудованием технологического процесса (двигателями, весами, измерительными приборами и т.д.);
- отладку режимов работы технологического оборудования (циклограмм, ПИД-регуляторов, аварийных уставок и т.д.).
Формализация описания технологического процесса, основана на предварительном составлении упорядоченных множеств: элементов системы L, команд F, состояний элементов системы AL, событий элементов системы C, состояний технологического процесса A [16-18].
Для реализации предложенного подхода использованы следующие определения и переменные [12,16]:
Состояние объекта автоматизации (ОА) – совокупность состояний технологического процесса.
Формально состояние ОА описывается совокупностью параметров
 , (4) , (4)
где  – индексы возможных режимов работы ОА, включая нерабочий режим, стационарные и переходные режимы. – индексы возможных режимов работы ОА, включая нерабочий режим, стационарные и переходные режимы.
Для формализации и математического описания технологических процессов ОА на основе правил булевой алгебры использованы следующие понятия и выражения:
Элемент технологического процесса - любая составная часть системы, без которой невозможно её нормальное функционирование.
 (5) (5)
Совокупность элементов  включает в себя все разновидности информационных каналов: измерения параметров, управления, вывода информации, программное обеспечение. включает в себя все разновидности информационных каналов: измерения параметров, управления, вывода информации, программное обеспечение.
Состояние элемента - значение булевой функции, определяющей условия участия элемента  в технологическом процессе. в технологическом процессе.  для рабочего состояния, для рабочего состояния,  – для нерабочего состояния элемента ; – для нерабочего состояния элемента ;
 (6) (6)
Команда – логическое воздействие на элемент технологического процесса ,
 (7) (7)
которое интерпретируется в специальный код соответствующего языка программирования, используемое для изменения состояния элемента  , : , :
 ; ;

Множеству элементов технологического процесса соответствует множество команд:
 (8) (8)
Состояние технологического процесса  – совокупность состояний всех его элементов при выполнении определенной функции АСУТП. Совокупность функциональных состояний технологического процесса образует множество: – совокупность состояний всех его элементов при выполнении определенной функции АСУТП. Совокупность функциональных состояний технологического процесса образует множество:
 (9) (9)
Событие  – ответ на управляющее воздействие в виде одной или группы команд для изменения состояния технологического процесса. – ответ на управляющее воздействие в виде одной или группы команд для изменения состояния технологического процесса.
Совокупность событий технологического процесса образует множество:
 , (10) , (10)
где q – номер события.
Перечисленные множества и переменные являются основой микроструктуры, а затем и макроструктуры программного обеспечения (ПО) АСУТП, причем макроструктура может быть принята либо как жесткая во времени последовательность элементов технологического процесса и его составляющих, либо как обязательная для исполнения совокупность операций, выполняемых с учетом текущего состояния параметров инфраструктуры.
Состояние  технологического процесса представляет собой упорядоченную минимально необходимую последовательность событий по переводу технологического процесса из исходного состояния в рассматриваемое состояние и задается в виде массива целых чисел технологического процесса представляет собой упорядоченную минимально необходимую последовательность событий по переводу технологического процесса из исходного состояния в рассматриваемое состояние и задается в виде массива целых чисел

 (11) (11)
где  – число событий в состоянии – число событий в состоянии  , включая повторные события, а каждое число этого массива является индексом q, соответствующим номеру события в упорядоченном множестве событий (6). , включая повторные события, а каждое число этого массива является индексом q, соответствующим номеру события в упорядоченном множестве событий (6).
Событие  представляет собой реакцию на последовательность команд и задается в виде массива целых чисел представляет собой реакцию на последовательность команд и задается в виде массива целых чисел  : :
 (12) (12)
где  – число команд в событии – число команд в событии  , включая повторяющиеся команды, а каждое число этого массива является индексом r, соответствующим номеру команды в упорядоченном множестве команд. , включая повторяющиеся команды, а каждое число этого массива является индексом r, соответствующим номеру команды в упорядоченном множестве команд.
При  команда команда  полностью определяет рабочее состояние элемента (2) и состояние технологического процесса (9) и текущее событие (10). полностью определяет рабочее состояние элемента (2) и состояние технологического процесса (9) и текущее событие (10).
Временная структура технологического процесса задается функцией  вычисления времени, необходимого для выполнения функции преобразования (команды) вычисления времени, необходимого для выполнения функции преобразования (команды)  , соответствующей рабочему состоянию , соответствующей рабочему состоянию  . .
Функция задается в виде массива целых чисел 
 (13) (13)
где  – число номеров меток в переключательной функции S, необходимых для каждой функции – число номеров меток в переключательной функции S, необходимых для каждой функции  выбор соответствующей функции выбор соответствующей функции  . .
Вычисление времени  каждой команды проводится с учетом состояния технологического процесса. Найденные значения используются для определения интервалов каждой команды проводится с учетом состояния технологического процесса. Найденные значения используются для определения интервалов  и временной структуры техпроцессов. и временной структуры техпроцессов.
В связи с быстротекущими процессами в АСУТП, в отличие от АСУП и АСУТПП, основной характеристикой при алгоритмизации является временная характеристика алгоритма, которая определяет длительность решения и сложность, зависящие, как правило, от количества операций. И если охарактеризовать алгоритм функцией f(n), выражающей скорость роста объема вычислений при увеличении размерности задачи – n, то линейный или полиномиальный характер этой функции свидетельствует о «хорошем» алгоритме, а экспоненциальный – о «плохом». Так, например, при f(n)=2nувеличение производительности в 10 раз увеличивает размерность задачи, решаемой за то же время, всего на 15% [18].
Следующая важная характеристика алгоритма – его объемная характеристика, определяющая его информационную сложность, т.е. количеством операторов, количеством маршрутов и их сложностью.
Именно поэтому, при алгоритмизации был разработан метод описания динамических связей функционально-технологических моделей элементов объекта, оптимизирующий выполнение технологических процессов в управляющих контроллерах [11-13].
Основной алгоритм реализации математической модели представлен на рис. 2 (начало) и 3 (продолжение).
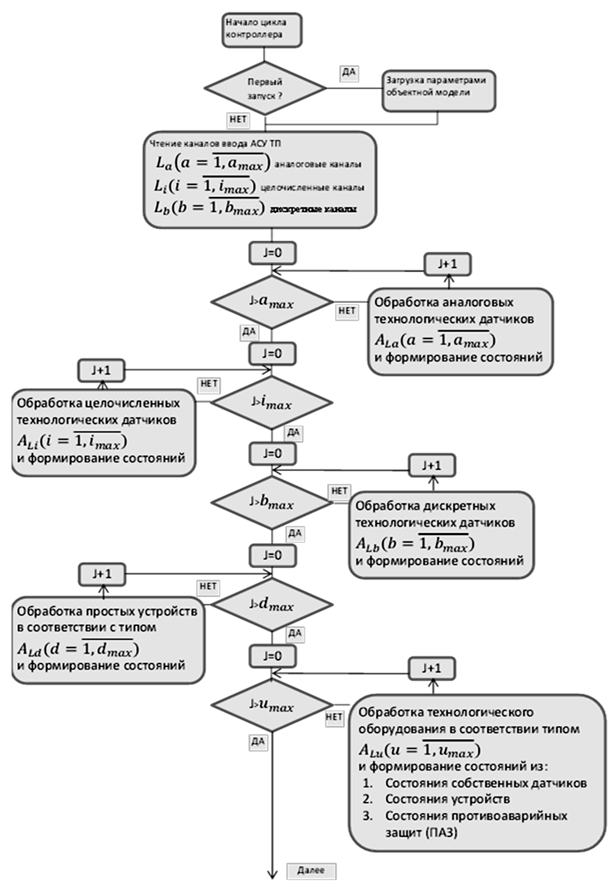
Рис. 2 – Начальная часть алгоритма
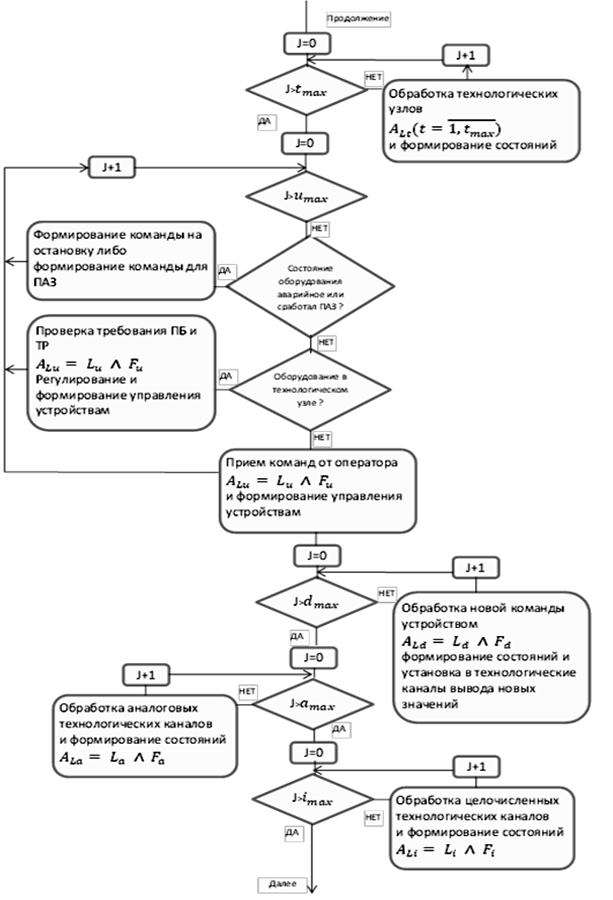
Рис. 3 - Завершающая часть алгоритма
Принимая во внимание, что разработчики АСУТП получают готовую технологическую схему (рис.1) объекта автоматизации (ТС ОА) и точные диапазоны условий (режимов, параметров и т.д.) технологического процесса в техническом задании (ТЗ), была синтезирована (рис. 4) следующая структура программно-технического комплекса (ПТК), реализующего разработанную математическую модель [12].
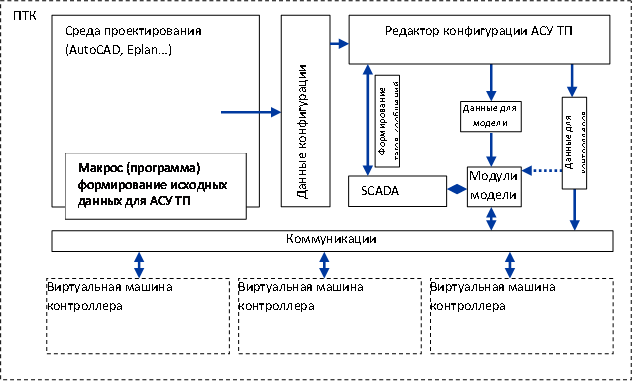
Рис.4 – Структурная схема ПТК
Таблица 1 - Классификация задач проектирования АСУТП
|
Класс структур
|
Уровни описания структур
|
|
технологический
|
математический и программный
|
физический
|
|
Первичные средства ввода данных
|
Приведение к технологическому типу, в т.ч. для использования на следующем уровне управления
|
Первичная обработка входного сигнала (подавление дребезга, интерполяция, фильтрация)
|
Преобразование электрических значений в физические величины
|
|
Устройства
|
Приведение к технологическому назначению, для использования следующим уровнем обработки.
|
Математическое описание поведения устройства, разработка алгоритмов и функций, программного обеспечения контроля и управления устройством
|
Компоновка необходимых параметров и данных из общего числа контролируемых параметров устройства.
|
|
Оборудование
|
Приведение к технологическому назначению, для использования в технологическом процессе.
|
Распределение полномочий между устройствами в составе оборудования.
Моделирование и оптимизация структуры и параметров, разработка алгоритмов и функций.
|
Выбор необходимых устройств, для контроля и управления технологическим оборудованием.
|
|
Технологический процесс
|
Количественно-качественный учет технологических параметров.
|
Взаимодействие технологического оборудования для выполнения процессов.
|
Выполнение требований ТР и ПБ
|
Все задачи, решаемые в процессе автоматизации проектирования математического и программного обеспечения, классифицированы (таб.1) по 3-м уровням описания структур (технологический, математический и физический) и 4-м классам (первичные средства ввода данных, физические устройства, технологическое оборудование и технологический процесс).
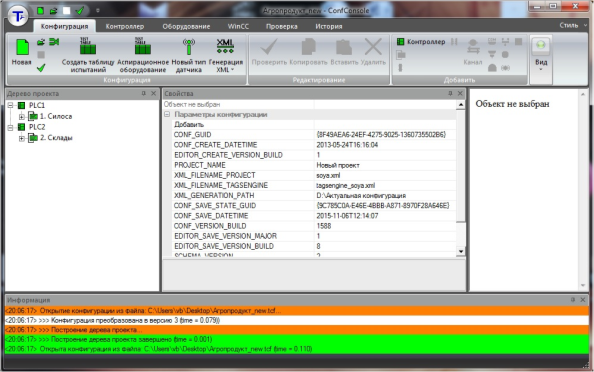
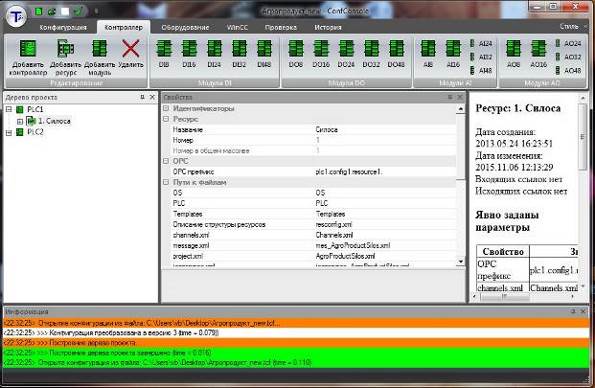
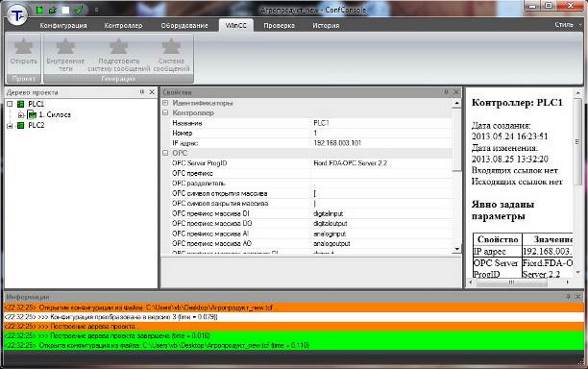
ПТК имеет удобный интерфейс для специалиста-технолога, который может не знать языки программирования, редактируя технологические объекты (рис.5), применение контроллеров (рис.6) и сетевое размещения (рис.7), получая в итоге программное обеспечение АСУТП.
Рис.5 – Страница конфигуратора
Рис.6 – Страница контроллера
Рис.7 – Страница WinCC
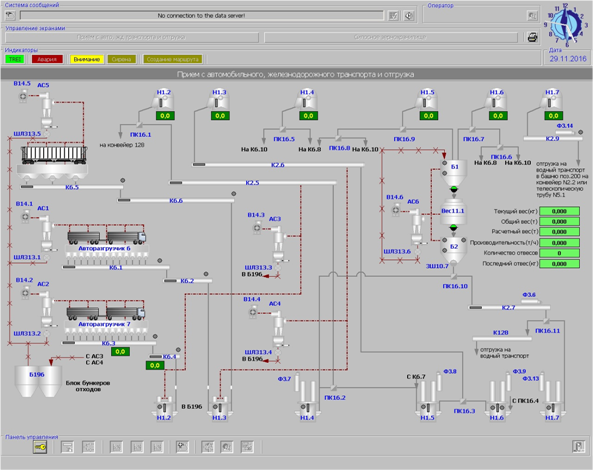
Мнемосхема АСУТП (рис.8) собирается из библиотеки, которая сформирована в соответствии с действующими стандартами.
Рис.8 – Мнемосхема ОА
Имитатор «виртуального внедрения АСУТП» (без объекта) использует ту же математическую модель (4-13) объекта автоматизации (ОА), но отличается тем, что ПТК вместо физических параметров ОА, формирует цифровые сигналы воздействия на множество элементов ОА и с помощью алгоритма естественного поведения ОА, меняет контролируемые параметры и значения «датчиков и устройств» в соответствующих массивах состояний и событий ОА. Некоторые значения меняются с помощью генераторов случайных чисел. Проверка «аварийных ситуаций» формируется вручную, путем введения с клавиатуры ПТК соответствующих кодов. При этом в «проверяемой АСУТП» визуализируются (рис.8) «реальные» физические параметры (вес, скорость, объем, температура и т.д.).
Результаты и их обсуждение
Разработка и внедрение предлагаемых методов и средств позволяет исключить человеческий фактор при создании управляющих кодов технологических контроллеров, обеспечивающих выполнение технологической программы и требований безопасности.
Разработанный имитатор тестирования созданной АСУТП, без подключения реального объекта, позволяет исключить и исправить ошибки в программном обеспечении до пуско-наладки.
Разработанный ПТК дает возможность самостоятельной модификации АСУТП обслуживающему персоналу объекта автоматизации, т.е. без привлечения разработчиков системы.
Библиография
1. Концептуальные основы интеграции АСУ ТП нефтеперерабатывающего предприятия / А.Ф. Гершберг, А.А. Мусаев, А.А. Нозик, Ю.М. Шерстюк. – СПб.: Альянс-Строй, 2003. – 128с.
2. Малыгин Е.Н., Мищенко С.В. Проектирование гибких производственных систем в химической промышленности //Журнал Всесоюз. хим. общества им. Д.И. Менделеева.-1987.-№ 3, С. 293-300.
3. Мусаев, А. А., Шерстюк Ю. М. Интеграция автоматизированных систем управления крупных промышленных предприятий: принципы, проблемы, решения / А.А. Мусаев, Ю.М. Шерстюк //Автоматизация в промышленности-2003.-№10.-С.40-45.
4. ГОСТ 21.408-2013 Система проектной документации для строительства. Правила выполнения рабочей документации автоматизации технологических процессов - М.: МГС, 2013.-46с.
5. Топольский Н.Г., Гришечкин Д.Н. Порядок определения класса защищенности автоматизированных систем и выбора средств защиты //Технологии техносферной безопасности.-2015.-№ 6 (64). С. 72-76.
6. Топольский Н.Г., Трефилов Г.Б., Сатин А.П. Алгоритмы многоуровневой иерархической декомпозиции гиперграфовых и графовых моделей причинно-следственных связей в АСУ безопасностью критически важных объектов //Технологии техносферной безопасности.-2009.-№ 10.
7. Малыгин Е.Н., Егоров С.Я., Шаронин К.А. Алгоритм автоматизированного построения математической модели при компоновке промышленных объектов //ВИНИТИ (сер.2) Информационные процессы и системы – 2015.-№ 2, с.7-15.
8. Новицкий В.О., Карпов В.И. Методология исследования и моделирования сложных систем управления для предприятий и компаний зернового сектора АПК //Информационные технологии.-М.: Изд-во "Новые технологии",-2010.-№9.-С.50-56.
9. Белозеров В.В., Нгуен Т.А. Система электрической и пожарной безопасности объекта при термоэлектрозондировании оборудования и линейно-кабельных сооружений // Электроника и электротехника. — 2016.-№ 1.-С.129-134. DOI: 10.7256/2453-8884.2016.1.20899
10. ГОСТ 34.601-90 Информационная технология. Комплекс стандартов на автоматизированные системы. Автоматизированные системы. Стадии создания – М.: ГОССТАНДАРТ (переизд.), 2015.-5с.
11. Белозеров В.В., Любавский А.Ю., Белозеров В.В. Диагностика технического и пожаробезопасного ресурса средств вычислительной техники в АСУ //Современные наукоемкие технологии-2015.-№ 7, С. 7-12.
12. Белозеров В.В. Программно-технический комплекс автоматизации создания АСУТП //Материалы IХ Международной студенческой электронной научной конференции «Студенческий научный форум 2017» URL: http://www.scienceforum.ru/2017/2312/26943.
13. Белозеров В.В., Назаренко А.А., Белозеров В.В. МОДЕЛЬ ЭКОЛОГИЧЕСКИ ЧИСТОГО ОБЪЕКТА ТЕПЛОЭНЕРГЕТИКИ //Приоритетные задачи и стратегии развития технических наук: сборник научных трудов по итогам международной научно-практической конференции – Тольятти: «Эвенсис», 2016, С. 28-31.
14. Егоров С.Я., Шаронин К.А., Немтинов К.В. Автоматизированная информационная система поддержки принятия проектных решений по компоновке промышленных объектов. Ч. 4. Применение экспертных систем для проверки правил компоновки //Информационные технологии в проектировании и производстве. – 2013. –№ 4. – С. 36–43.
15. Лукьянов В.С., Кузнецова Е.С. Надежность АСОиУ/Учебное пособие - Волгоград: ДГТУ,2008.-68с.
16. Дмитриев С.В., Китайгородский М.Д., Сюткина Ю.П., Фатыхов К.З.. Системное проектирование программного обеспечения автоматизированных испытаний газотурбинных двигателей //Программные системы и вычислительные методы. – 2017. – № 1. – С. 1-10. DOI: 10.7256/2305-6061.2017.1.21680
17. Малыгин Е.Н. Математические методы в технических расчетах : уч. пособие.-Тамбов: Изд-во ГОУ ВПО ТГТУ, 2010.-80 с.
18. Николаев В.И., Чалов Д.В., Сибирев В.Н. Информатика. Теоретические основы: уч. пособие - СПб.: СЗТУ, 2002.-187с.
References
1. Kontseptual'nye osnovy integratsii ASU TP neftepererabatyvayushchego predpriyatiya / A.F. Gershberg, A.A. Musaev, A.A. Nozik, Yu.M. Sherstyuk. – SPb.: Al'yans-Stroi, 2003. – 128s.
2. Malygin E.N., Mishchenko S.V. Proektirovanie gibkikh proizvodstvennykh sistem v khimicheskoi promyshlennosti //Zhurnal Vsesoyuz. khim. obshchestva im. D.I. Mendeleeva.-1987.-№ 3, S. 293-300.
3. Musaev, A. A., Sherstyuk Yu. M. Integratsiya avtomatizirovannykh sistem upravleniya krupnykh promyshlennykh predpriyatii: printsipy, problemy, resheniya / A.A. Musaev, Yu.M. Sherstyuk //Avtomatizatsiya v promyshlennosti-2003.-№10.-S.40-45.
4. GOST 21.408-2013 Sistema proektnoi dokumentatsii dlya stroitel'stva. Pravila vypolneniya rabochei dokumentatsii avtomatizatsii tekhnologicheskikh protsessov - M.: MGS, 2013.-46s.
5. Topol'skii N.G., Grishechkin D.N. Poryadok opredeleniya klassa zashchishchennosti avtomatizirovannykh sistem i vybora sredstv zashchity //Tekhnologii tekhnosfernoi bezopasnosti.-2015.-№ 6 (64). S. 72-76.
6. Topol'skii N.G., Trefilov G.B., Satin A.P. Algoritmy mnogourovnevoi ierarkhicheskoi dekompozitsii gipergrafovykh i grafovykh modelei prichinno-sledstvennykh svyazei v ASU bezopasnost'yu kriticheski vazhnykh ob''ektov //Tekhnologii tekhnosfernoi bezopasnosti.-2009.-№ 10.
7. Malygin E.N., Egorov S.Ya., Sharonin K.A. Algoritm avtomatizirovannogo postroeniya matematicheskoi modeli pri komponovke promyshlennykh ob''ektov //VINITI (ser.2) Informatsionnye protsessy i sistemy – 2015.-№ 2, s.7-15.
8. Novitskii V.O., Karpov V.I. Metodologiya issledovaniya i modelirovaniya slozhnykh sistem upravleniya dlya predpriyatii i kompanii zernovogo sektora APK //Informatsionnye tekhnologii.-M.: Izd-vo "Novye tekhnologii",-2010.-№9.-S.50-56.
9. Belozerov V.V., Nguen T.A. Sistema elektricheskoi i pozharnoi bezopasnosti ob''ekta pri termoelektrozondirovanii oborudovaniya i lineino-kabel'nykh sooruzhenii // Elektronika i elektrotekhnika. — 2016.-№ 1.-S.129-134. DOI: 10.7256/2453-8884.2016.1.20899
10. GOST 34.601-90 Informatsionnaya tekhnologiya. Kompleks standartov na avtomatizirovannye sistemy. Avtomatizirovannye sistemy. Stadii sozdaniya – M.: GOSSTANDART (pereizd.), 2015.-5s.
11. Belozerov V.V., Lyubavskii A.Yu., Belozerov V.V. Diagnostika tekhnicheskogo i pozharobezopasnogo resursa sredstv vychislitel'noi tekhniki v ASU //Sovremennye naukoemkie tekhnologii-2015.-№ 7, S. 7-12.
12. Belozerov V.V. Programmno-tekhnicheskii kompleks avtomatizatsii sozdaniya ASUTP //Materialy IKh Mezhdunarodnoi studencheskoi elektronnoi nauchnoi konferentsii «Studencheskii nauchnyi forum 2017» URL: http://www.scienceforum.ru/2017/2312/26943.
13. Belozerov V.V., Nazarenko A.A., Belozerov V.V. MODEL'' EKOLOGIChESKI ChISTOGO OB''''EKTA TEPLOENERGETIKI //Prioritetnye zadachi i strategii razvitiya tekhnicheskikh nauk: sbornik nauchnykh trudov po itogam mezhdunarodnoi nauchno-prakticheskoi konferentsii – Tol'yatti: «Evensis», 2016, S. 28-31.
14. Egorov S.Ya., Sharonin K.A., Nemtinov K.V. Avtomatizirovannaya informatsionnaya sistema podderzhki prinyatiya proektnykh reshenii po komponovke promyshlennykh ob''ektov. Ch. 4. Primenenie ekspertnykh sistem dlya proverki pravil komponovki //Informatsionnye tekhnologii v proektirovanii i proizvodstve. – 2013. –№ 4. – S. 36–43.
15. Luk'yanov V.S., Kuznetsova E.S. Nadezhnost' ASOiU/Uchebnoe posobie - Volgograd: DGTU,2008.-68s.
16. Dmitriev S.V., Kitaigorodskii M.D., Syutkina Yu.P., Fatykhov K.Z.. Sistemnoe proektirovanie programmnogo obespecheniya avtomatizirovannykh ispytanii gazoturbinnykh dvigatelei //Programmnye sistemy i vychislitel'nye metody. – 2017. – № 1. – S. 1-10. DOI: 10.7256/2305-6061.2017.1.21680
17. Malygin E.N. Matematicheskie metody v tekhnicheskikh raschetakh : uch. posobie.-Tambov: Izd-vo GOU VPO TGTU, 2010.-80 s.
18. Nikolaev V.I., Chalov D.V., Sibirev V.N. Informatika. Teoreticheskie osnovy: uch. posobie - SPb.: SZTU, 2002.-187s.
|
 Рус
Рус