|
Программные системы и вычислительные методы
Правильная ссылка на статью:
Зубов Д.В., Лебедев Д.А. Диагностика отказов технологического оборудования химических производств с помощью искусственного интеллекта // Программные системы и вычислительные методы. 2024. № 2. С.30-40. DOI: 10.7256/2454-0714.2024.2.70729 EDN: XBIJYK URL: https://nbpublish.com/library_read_article.php?id=70729
Диагностика отказов технологического оборудования химических производств с помощью искусственного интеллекта
Зубов Дмитрий Владимирович
ORCID: 0000-0002-0703-1577
кандидат технических наук
доцент; кафедра информационных компьютерных технологий; Российский химико-технологический университет имени Д.И. Менделеева
142602, Россия, г. Москва, ул. Героев Панфиловцев, 20, ауд. 127
Zubov Dmitrii Vladimirovich
PhD in Technical Science
Associate Professor; Department of Information Computer Technologies; D.I. Mendeleev Russian University of Chemical Technology
123580, Russia, Moscow, Geroyev Panfilovtsev str., 20, room 127

|
dvzubov@gmail.com
|
|
 |
|
Лебедев Данила Александрович
ORCID: 0009-0007-2873-2341
аспирант; кафедра информационных компьютерных технологий; Российский химико-технологический университет имени Д.И. Менделеева
119331, Россия, г. Москва, ул. Марии Ульяновой, 16, кв. 188
Lebedev Danila Aleksandrovich
Postgraduate student; Department of Information Computer Technologies; D.I. Mendeleev Russian University of Chemical Technology
119331, Russia, Moscow region, Moscow, Maria Ulyanova str., 16, sq. 188
|
|
lebedev.d.a@muctr.ru
|
|
 |
|
DOI: 10.7256/2454-0714.2024.2.70729
EDN: XBIJYK
Дата направления статьи в редакцию:
13-05-2024
Дата публикации:
24-05-2024
Аннотация:
В работе рассмотрена задача автоматизированного распознавания одиночных аварийных ситуаций на химических и нефтеперерабатывающих производствах. Современные химико-технологические производства обслуживаются и управляются небольшим количеством персонала, что повышает нагрузку на каждого оператора. Для уменьшения количества ошибок операторов регулярно проводится их обучение на тренажёрах, оснащённых набором как штатных ситуаций (регламентный пуск, останов, нормальное ведение процесса, переход с одного режима на другой), так и аварийных сценариев (разгерметизация колонны, отказ насоса, выход из строя системы энергоснабжения). Тем не менее, предусмотреть все возможные отказы во время обучения операторов невозможно, и даже подготовленный оператор может не заметить первые признаки аварии, в связи с чем необходимо создание системы поддержки решений, помогающей оператору своевременно распознавать отказы технологического оборудования. Для распознавания отказов предложено использовать нейронную сеть, обученную на массиве данных смоделированных аварий. Для моделирования типовых аварий использован промышленный тренажёр на базе платформы RTsim. Новизна исследования заключается в использовании методов искусственного интеллекта для диагностики достояния технологического процесса по данным SCADA-системы и использовании для обучения нейронной сети данных не с реального объекта (которых всегда будет недостаточно), а с модели, точно соответствующей конкретному технологическому участку. Количество смоделированных сценариев, использованных для обучения нейронной сети может быть достаточно велико, что позволяет снизить долю ошибочных срабатываний системы. Разработанная система уверенно справляется с распознаванием отдельных отказов оборудования. Полученные результаты могут быть использованы для помощи операторам-технологам и для усовершенствования систем противоаварийной защиты. Анализ времени, необходимого системе для распознавания аварийной ситуации может быть использован для проектирования новых производств, модификации системы контроля и управления.
Ключевые слова:
отказ, авария, компьютерный тренажёр, RTsim, цифровой двойник, имитационное моделирование, система принятия решений, промышленная безопасность, искусственный интеллект, нефтепереработка
Abstract: The paper considers the problem of automated recognition of single emergencies in chemical and oil refining industries. Modern chemical and technological production facilities are maintained and managed by a small number of personnel, which increases the burden on each operator. To reduce the number of operator errors, their training is regularly conducted on simulators equipped with a set of both standard situations (routine start-up, shutdown, normal process management, switching from one mode to another) and emergency scenarios (column depressurization, pump failure, failure of the power supply system). Nevertheless, it is impossible to foresee all possible failures during operator training, and even a trained operator may not notice the first signs of an accident, and therefore it is necessary to create a decision support system that helps the operator to recognize failures of technological equipment in a timely manner. To recognize failures, it is proposed to use a neural network trained on an array of simulated accident data. An industrial simulator based on the RTsim platform was used to simulate typical accidents. The novelty of the research lies in the use of artificial intelligence methods to diagnose the property of the technological process according to the SCADA system and the use of data for training a neural network not from a real object (which will always be insufficient), but from a model that exactly corresponds to a specific technological site. The number of simulated scenarios used to train a neural network can be quite large, which reduces the proportion of erroneous system responses. The developed system confidently copes with the recognition of individual equipment failures. The results obtained can be used to help process operators and to improve emergency protection systems. The analysis of the time required by the system to recognize an emergency situation can be used to design new production facilities, modify the control and management system.
Keywords: failure, accident, computer trainer, RTsim, Digital Twin, simulation modeling, decision-support system, industrial safety, artificial intelligence, oil refining
Современные информационные технологии значительно облегчают управление сложными химическими и нефтеперерабатывающими производствами: SCADA-системы позволяют операторам видеть текущую и архивную информацию с датчиков на своём рабочем месте, осуществлять удалённое управление исполнительными механизмами и получать подсказки в ходе ведения технологического процесса. Современные АСУТП позволили снизить количество работников, занятых рутинными операциями, однако полностью отказаться от операторов, осуществляющих диспетческое управление технологическим процессом не удаётся. Значительные сложности для управления представляют процессы пуска и останова технологических линий, перехода на новое сырьё, изменение технологических режимов и т.д. Особую сложность представляют процессы пуска новых технологических линий и пуска после ремонта, но и на установках непрерывного действия, работающих в стационарном режиме тоже могут возникнуть сложности – например, в результате аварий.
Аварийные ситуации проявляются изменением показаний датчиков и важнейшей задачей оператора являетется своевременная правильная оценка ситуации и принятие необходимых действий. Значительной помощью операторам может служить ПЛАС – план ликвидации аварийных ситуаций, в котором прописаны признаки аварии, возможные причины её возникновения и рекомендуемые действия. Тем не менее, своевременное распознавание аварий является сложной задачей для операторов, особенно на ранних стадиях, когда ещё не сработали предупредительные и аварийные сигнализаторы технологических величин.
Полезным инструментом для подготовки операторов являются компьютерныен тренажёры, в частности – компьютерные тренажёры на базе платформы RTsim [1], совмещающие в себе динамическую модель конкретного производства, имитатор SCADA-системы, обучающий комплекс из набора упражнений разной сложности и систему оценки уровня подготовки оператора. В набор упраждений входят задания от самых простых (ведение стационарного непрерывного технологического процесса на отдельном аппарате) до очень сложных (самостоятельный пуск и останов участка нефтеперерабатывающего производства, распознавание и ликвидация типовых аварийных ситуаций).
Достоинством тренажёрного комплекса является соответствие реальному производству, в том числе и по тем показаниям индикаторов на мнемосхемах, трендов и т.д., которые получает АСУТП и которые видит оператор [2], т.е. есть экран «реального мира» – модели технологического процесса, на котором можно увидеть состояние и управлять местным оборудованием (в частности – ручными задвижками) и при необходимости можно включить режим отображения всех переменных состояния модели, в том числе и тех, которые не контролируются датчиками и поэтому не видны на мнемосхемах SCADA-системы. Фрагмент экрана модели технологического процесса (Модель ТП) представлен на рис. 1.
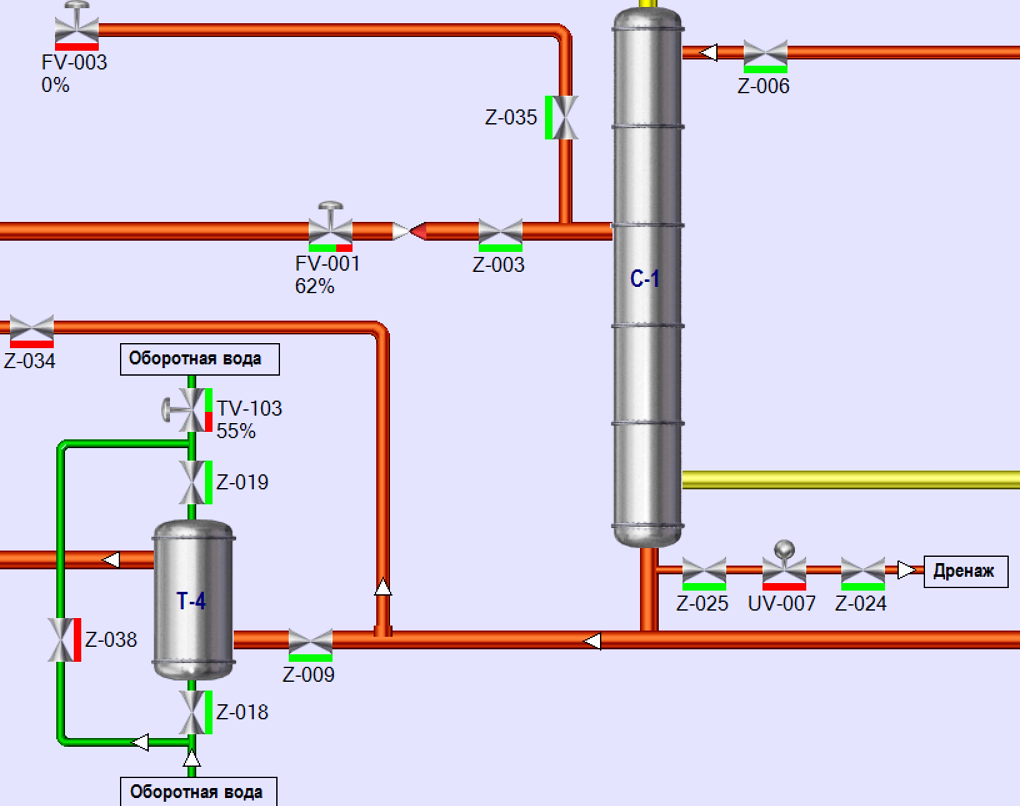
Рис. 1. Фрагмент экрана модели ТП тренажёрного комплекса RTsim
На экране распределённой системы управления (РСУ) представлен интерфейс SCADA-системы, причём обучаемый в некоторых случаях может выбрать используемую систему, так как они различаются видом элементов интерфейса и т.д. На рис. 2 представлен тот же самый участок технологической линии, что и на рис. 1, но так, как он виден в SCADA-системе на базе программного комплекса Yokogawa.
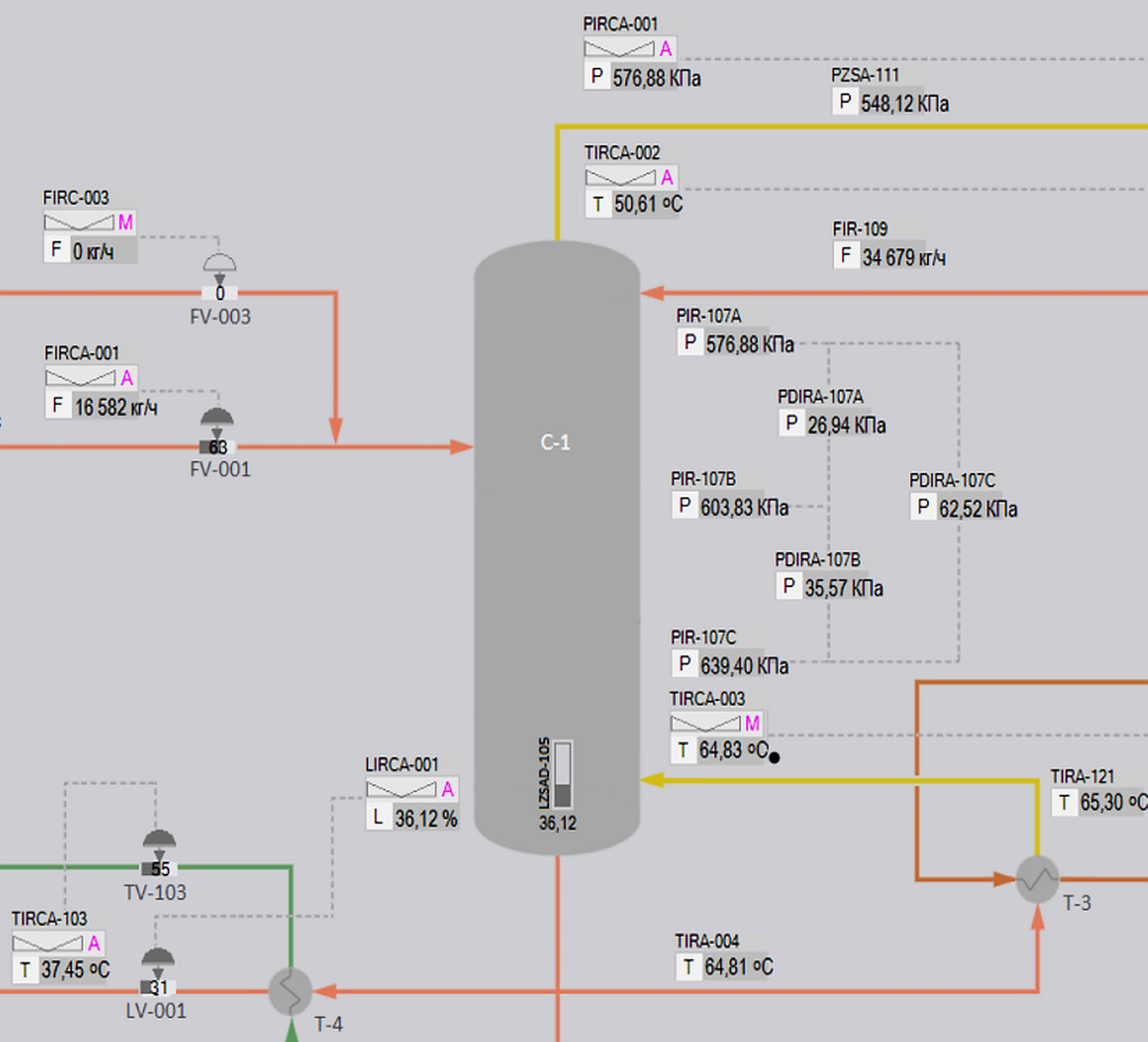
Рис. 2. Фрагмент экрана РСУ тренажёрного комплекса RTsim
Пример отображения аварии типа «Полное разрушение колонны C-1» приведён на рис. 3. Оператор по показаниям индикаторов, трендам и предупредительным сообщениям должен идентифицировать тип проишествия и предпринять действия по остановке технологического процесса.
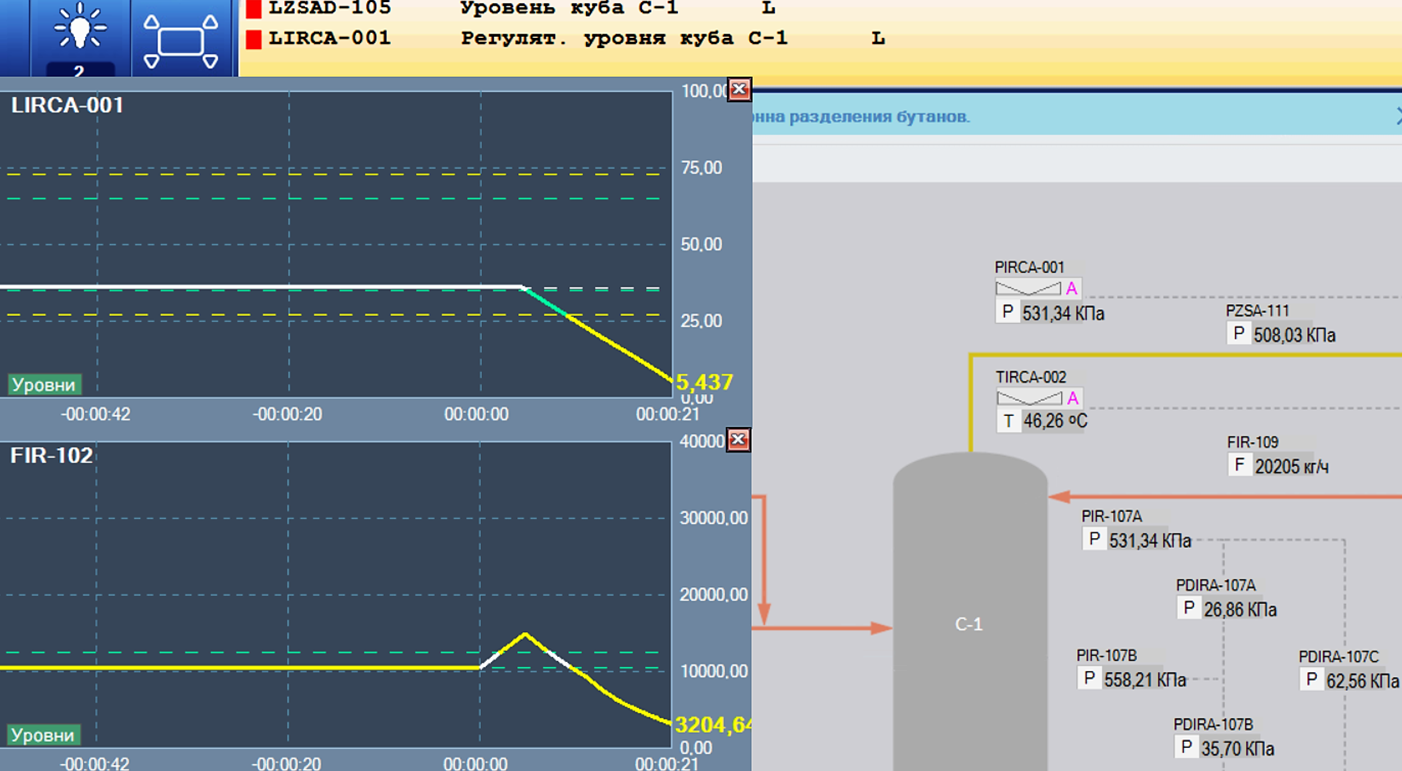
Рис. 3. Фрагмент экрана РСУ тренажёрного комплекса RTsim при имитации аварии типа «Полное разрушение колонны C-1»
Подготовка операторов к работе в условиях нештатных ситуаций снижает время их реакции на уже знакомую ситуацию, но набор аварийных ситуаций, которые рассматриваются в процессе обучения ограничен, ведь возможных аварий может быть несколько типов с каждым аппаратом технологической цепочки, в результате операторы будут готовы к уже знакомым аварийным ситуациям, которые они видели в ходе обучения и будут менее готовы к ситуациям, которые им не встречались, что повысит вероятность совершения неоптимальных действий. Логичным шагом представляется создание автоматизированной системы распознавания аварийных ситуаций.
В работе [3] предложено строить дерево отказов технологической линии и с учётом вероятностей возникновения исходных событий и ожидаемого вреда от последствий аварий выбирать действия оператора, которые сведут к минимуму наиболее вероятный ущерб. К сожалению, проблемой остаётся получение вероятностей исходных событий (течь аппарата, закупорка трубопровода, отказ клапана и т.д.) и поэтому этот подход применим скорее на этапе проектирования.
В работе [4] представлен обзор публикаций по использованию искусственного интеллекта для диагностики аварий в промышленности. Большинство решений ориентированы на использование в транспорте и машиностроении, но есть и публикации по применению искуственного интеллекта в химической промышленности: в работе [5] предложено использовать байесовскую сеть для обнаружения причин аварий на химических производствах, в работе [6] предложено использовать частный случай рекуррентной нейронной сети – LSTM-сеть – для ранней диагностики аварий в системе принудительного окисления при мокрой сероочистке дымовых газов. В работе [7] предложено использовать нейронную сеть для диагностики отказов предохранительного клапана. Во всех рассмотренных случаях для обучения сети использовались данные с реальных объектов, что ограничило объём использованного датасета.
Нами предлагается в процессе работы оператора использовать автоматизированную систему распознавания аварий, основанную на нейронной сети, обученной с помощью данных, полученных с модели конкретного производства.
В работе [8] предложен подход для имитации типовых аварий технологических аппаратов с помощью систем моделирования химико-технологических процессов, таких как Aspen One, UniSim и других. Использование систем моделирования или цифровых двойников [9] значительно облегчит сбор модельных данных, но предлагаемый подход вполне может быть использован и на тренажёрах.
В тренажёрном комплексе RTsim моделируются технологические линии вплоть для ручных и предохранительных клапанов, что позволяет смоделировать широкий спектр аварийных ситуаций. Рассмотрим несколько примеров:
– моделирования стабильной разгерметизации аппарата – открытие отсечного клапана на дренаж (в рассмотреном на рис. 1-3 случае – клапан UV-007), который в нормальном режиме полностью закрыт и полностью открывается в момент начала имитации аварии;
– моделирования развивающейся разгерметизации аппарата – предварительно отсечной клапана на дренаж (UV-007) открыт, но закрыт ручной клапан (Z-024), который в момент начала имитации аварии начинает плавно открываться;
– отказ центробежного насоса имитируется резким закрытием ручного клапана на линии нагнетания, полностью открытого в нормальном режиме.
Использование предложенного подхода позволяет смоделировать большое количество аварий и получить тренды технологических переменных, срабатывания блокировок и т.д., которые можно использовать для обучения нейронной сети.
Для обучения нейронной сети необходимо сформировать датасет, структура которого может быть различной, но очевидно, что в нём целевыми признаками будет код типа аварии, а предикторами – величины технологических переменных. Для определённости, будем считать, что каждый тип аварии кодируется значением 1 в соответствующем столбце, т.е. есть Na столбцов целевых признаков, Na – количество кодируемых типов аварий, причём 0 означает что авария данного типа не произошла. Допустим, что второй столбец целевых признаков кодирует тип аварии «отказ насоса Н-1А», а третий столбец – тип аварии «отказ насоса Н-1B», тогда появление в в ячейке второго столбца 1 будет означать отказ насоса Н-1А, а 0 – означать его исправное состояние (в том числе и когда он выключен).
Количество столбцов предикторов будет зависеть от количества информационных сигналов в АСУТП, их можно разделить на группы:
– технологические переменные с аналоговым или цифровым сигналом (данные с датчиков температуры, давления, уровня, состава и т.д.). Переменные этой группы нормализуем в диапазоне от 0 до 255, т.е. 0 – будет соответствовать нижней границе диапазона измерения измерительного преобразователя, 255 – верхней границе. При этом происходит некоторое огрубление сигнала, выполняющее функцию цифрового фильтра нулевого порядка, что несколько спасает от случайных флюктуаций технологической величины. Если по каким-то причинам это нежелательно, на этапе разработки системы можно задать диапазон нормировки в соотвествии с мнением разработчика.
– технологические переменные с дискретным сигналом (сигнал с сигнализаторов нижнего и верхнего уровней, реле давления и т.д.) – кодируются как 0 (соответствующий сигнализатор не сработал) и 1 (сигнализатор сработал);
– цифровые управляющие переменные (степень открытия регулирующего клапана, мощность обогревателя и т.д.) – нормализуется в диапазоне от 0 (клапан полностью закрыт/обогреватель полностью выключен) до 255 (клапан полностью открыт/мощность обогревателя максимальна);
– дискретные управляющие переменные (отсечные клапаны, включение центробежного насоса и т.д.) – кодируются как 0 (клапан закрыт, насос выключен) и 1 (клапан открыт, насос включен).
В большинстве случаев распределённая система управления в рамках одного технологического участка управляется одним промышленным контроллером, который работает циклическим образом: в начале цикла с блоков ввода в соответствующую область памяти заносятся значения технологических переменных и до окончания этого цикла работы контроллера они считаются неизменными. На их основе контроллер рассчитывает величины управляющих воздействий, заносит их в выходную область данных и они единовременно выдаются на блоки вывода, после чего начинается новый цикл работы контроллера. Отход от данной схемы возможен, но резко усложняет вычислительную сложность системы управления и встречается сравнительно редко. Аналогично, системы моделирования технологических процессов обычно оперируют понятием такта, в рамках которого данные, рассчитанные на предыдущей итерации считаются неизменными и единовременно обновляются по окончании такта. Набор данных о состоянии системы – т.е. все значения технологических величин, положения клапанов и т.д. называют снимком системы.
По одному снимку системы можно было бы оценивать её состояние, если бы у системы не было «памяти», а у каналов управления – времени запаздывания. По факту, для управления инерционными объектами (ёмкостные аппараты, теплообменники, трубопроводы) нужно значить не только их текущее состояние, но и некоторое количество предыдущих. Для определённости предположим, что длительность одного периода опроса датчиков в АСУТП и одного цикла в системе моделирования равна 1 секунде, а величина самого большого из времён запаздывания в рассматриваемом фрагменте технологической линии равна τ, тогда можно предположить, что для корректного распознавания всех состояний системы достаточно 1.5 – 2 τ снимков. Вероятно, точное минимальное количество данных, достаточное для обучения нейронной сети будет зависеть и от топологии потоков внутри рассматриваемого фрагмента технологической линии.
Для иллюстрации предложенного метода рассмотрим предельно упрощённый пример: имеется центробежный насос, перекачивающий охлаждающую жидкость, состояние насоса описывается переменной S, S=0 означает, что насос исправен, S=1 означает что насос вышел из строя. Управление насосом описывается переменной H, H=1 означает что на насос подано напряжение, он должен быть включён, H=0 означает что на насос не подаётся напряжение, он должен быть выключён. Расход охлаждающей жидкости на линии нагнетания насоса обозначим переменной F, F=0 обозначает отсутсвие расхода, F=255 – максимально возможный расход. Предположим, что продолжительность такта моделирования в системе 1 секунда, а время запаздывания по каналу управления – 2 секунды. Тогда фрагмент датасета будет иметь вид, представленный в таблице 1.
Таблица 1. Пример фрагмента датасета для обучения нейронной сети
|
Номер строки
|
H(t)
|
F(t)
|
H(t-1)
|
F(t-1)
|
H(t-2)
|
F(t-2)
|
S(t)
|
|
i
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
|
i+1
|
1
|
0
|
0
|
0
|
0
|
0
|
0
|
|
i+2
|
1
|
0
|
1
|
0
|
0
|
0
|
0
|
|
i+3
|
1
|
10
|
1
|
0
|
1
|
0
|
0
|
|
i+4
|
1
|
50
|
1
|
10
|
1
|
0
|
0
|
|
i+5
|
1
|
100
|
1
|
50
|
1
|
10
|
0
|
|
i+6
|
1
|
10
|
1
|
100
|
1
|
50
|
1
|
|
i+7
|
1
|
0
|
1
|
10
|
1
|
100
|
1
|
На представленном в таблице 1 фрагменте датасета мы видим следующий сценарий:
строка i – исходное состояние, команда на включение наноса не подана, насос не работает, расход жидкости отсуствует, считается что насос исправен;
строка i+1 – подана команда на включение наноса, но пока он ещё не успел включится, расхода жидкости нет, считается что насос исправен;
строка i+2 – подана команда на включение наноса, насос уже работает, но датчик расхода пока его не замечает, считается что насос исправен;
строка i+3 – подана команда на включение наноса, насос работает, датчик расхода измерил расход величиной 10/255 от максимального, считается что насос исправен;
строка i+4 – подана команда на включение наноса, насос работает, датчик расхода измерил расход величиной 50/255 от максимального, считается что насос исправен;
строка i+5 – подана команда на включение наноса, насос работает, датчик расхода измерил расход величиной 100/255 от максимального, считается что насос исправен;
строка i+6 – подана команда на включение наноса, насос работает, датчик расхода измерил расход величиной 10/255 от максимального – меньше чем было, это признак аварии.
Вариант структуры нейронной сети для распознавания аварийных ситуаций изображён на рис. 4.
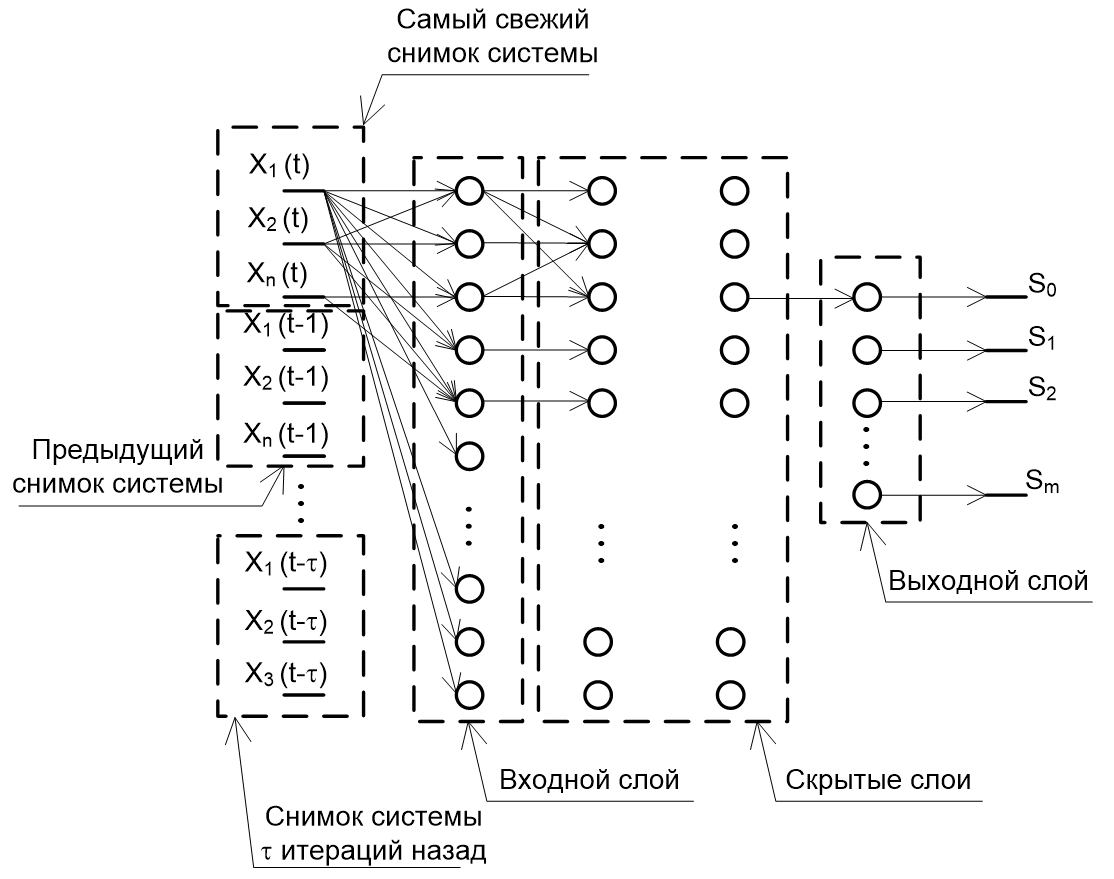
Рис. 4. Структура нейронной сети для распознавания аварийных ситуаций
Количество нейронов во входном слое целесообразно выбрать равным числу входных переменных в одном снимке системы, умноженому на число снимков, т.е. в нашем примере с диагностикой насоса получим 2 переменных в снимке на 3 снимка = 6 нейронов во входном слое. В выходном слое число нейронов выберем равным числу распознаваемых типов аварий (m), увеличенному на 1 (состояние S0 исправной работы), в нашем примере число типов аварий было 1, значит, в выходном слое нужно предусмотреть 2 нейрона. Поскольку не может быть одновременно состояния исправной работы и аварии, то для выходного слоя выберем функцию автивации типа Softmax (многопеременная логистическая функция). Для выбора количества скрытых слоёв и функций активаций в них необходимо более детально рассмотреть датасет, но для расмотренного примера с насосом вполне достаточно двух скрытых слоёв с функцией активации ReLu.
В состав тренажёра RTsim входит модель и ряд типовых сценариев работы цеха разделения бутанов, в частности есть возможность провести пуск, останов колонны, наблюдать за стационарным режимом, переходить с режима на режим. Среди типовых аварий в комплект тренажёра входят сценарии полного разрушения колонны C-1, отказа насоса Н-1А и выхода из строя системы подачи силового электропитания. Все комплектные сценарии (пуск, останов, штатная работа, три типа аварий) были использованы для формирования обучающего датасета, дополнительно сгенерированы данные по результатам имитации аварии насоса Н-1B.
Полученный датасет использовался для обучения нейронной сети с двумя скрытыми слоями и удалось найти совокупность весов нейронов, обеспечивающую распознавание указаных четырёх видов аварий. При дальнейшем наборе данных моделирования планируется обучить сеть распознавать большее число типов отказов оборудования.
Заключение. Предложен метод распознавания отказов аппаратов химико-технологических систем с использованием нейронной сети, обученной на модели конкретного производства. Выбрана структура нейронной сети, распознающей одиночные аварии. Созданная система в перспективе может быть усовершенствована для распознавания не только одиночных, но множественных и зависимых отказов.
Библиография
1. Цифровые тренажеры технологических процессов РТСИМ. Карьера для обеспечения безопасности в нефтехимическом комплексе / Р. Р. Габдрахманов, Э. В. Гарифуллина, В. В. Бронская [и др.] // Наука, технологии, общество: Экологический инжиниринг в интересах устойчивого развития территорий : Сборник научных статей, Красноярск, 09–10 ноября 2023 года. – Красноярск: Красноярский краевой Дом науки и техники Российского Союза научных и инженерных общественных объединений, 2023. – С. 131-135. – EDN BLETRM.
2. Титова, Л. М. Цифровые двойники при подготовке инженерных кадров химических производств в высшей школе / Л. М. Титова, Н. П. Мемедейкина // Международный форум KAZAN DIGITAL WEEK-2023 : Сборник материалов, Казань, 20–22 сентября 2023 года / Сост. Р.Ш. Ахмадиева, Р.Н. Минниханов. Под общей редакцией Р.Н. Минниханова. – Казань: Научный центр безопасности жизнедеятельности, 2023. – С. 954-960. – EDN RNNMLO.
3. Имитация процессов управления агрегатом производства метанола на тренажере / В. Л. Перов [и др.]. – Текст : непосредственный // Тр. Моск. хим. – технол. ин-та им. Д.И.Менделеева. – 1988. – Вып. 152. – С. 12-18.
4. Siguo Bi, Cong Wang, Bochun Wu, Shuyan Hu, Wutao Huang, Wei Ni, Yi Gong, Xin Wang. A comprehensive survey on applications of AI technologies to failure analysis of industrial systems// Engineering Failure Analysis, Volume 148, 2023, 107172, ISSN 1350-6307. URL: https://doi.org/10.1016/j.engfailanal.2023.107172.
5. Pallavi Kumari, Bhavana Bhadriraju, Qingsheng Wang, Joseph Sang-Il Kwon. A modified Bayesian network to handle cyclic loops in root cause diagnosis of process faults in the chemical process industry // Journal of Process Control. Volume 110, 2022, Pages 84-98. URL: https://doi.org/10.1016/j.jprocont.2021.12.011
6. Chunbo Pang, Dawei Duan, Zhiying Zhou, Shangbo Han, Longchao Yao, Chenghang Zheng, Jian Yang, Xiang Gao, An integrated LSTM-AM and SPRT method for fault early detection of forced-oxidation system in wet flue gas desulfurization // Process Safety and Environmental Protection. Volume 160, 2022, Pages 242-254. URL: https://doi.org/10.1016/j.psep.2022.01.062
7. Hao Yin, He Xu, Weiwang Fan, Feng Sun. Fault diagnosis of pressure relief valve based on improved deep Residual Shrinking Network // Measurement. Volume 224, 2024, 113752. URL: https://doi.org/10.1016/j.measurement.2023.113752
8. Имитация аварий оборудования в системах моделирования химико-технологических процессов / Д. В. Зубов, А. В. Лобанов, Е. Б. Филиппова, Д. А. Лебедев // Математические методы в технологиях и технике. – 2022. – № 6. – С. 31-35. – DOI: 10.52348/2712-8873_MMTT_2022_6_31. – EDN GSNFHJ.
9. Разработка программных модулей цифрового двойника химико-технологического производства / Е. Б. Филиппова, Д. В. Зубов, Р. С. Крашенинников, А. В. Лобанов // Автоматизация в промышленности. – 2021. – № 7. – С. 16-20. – DOI: 10.25728/avtprom.2021.07.04. – EDN CJBIPX
References
1. Digital simulators of technological processes RTSIM. (2023). Careers for safety in petrochemical complex. R. R. Gabdrakhmanov, E. V. Garifullina, V. V. Bronskaya [et al.] (Eds.). Science, technology, society: Environmental engineering for sustainable development of territories : Collection of scientific articles, Krasnoyarsk, November 09-10, 2023. Krasnoyarsk: Krasnoyarsk Regional House of Science and Technology of the Russian Union of Scientific and Engineering Public Associations, 131-135.
2. Titova, L. M. (2023). Digital twins in the training of chemical engineering personnel in higher education. International Forum KAZAN DIGITAL WEEK-2023: Proceedings, Kazan, September 20-22, 2023. Compiled by R. Sh. Akhmadieva, R. N. Minnikhanov. R.Sh. Akhmadieva, R.N. Minnikhanov. Under the general editorship of R.N. Minnikhanov. Kazan: Scientific Center for Life Safety, 954-960.
3. Simulation of methanol production unit control processes on a simulator. (1988). V.L. Perov [et al.]. Proc. D.I.Mendeleev Moscow Chemical-Technological Institute, 152, 12-18.
4. Siguo, Bi, Cong, Wang, Bochun, Wu, Shuyan, Hu, Wutao, Huang, Wei, Ni, Yi, Gong, & Xin, Wang. (2023). A comprehensive survey on applications of AI technologies to failure analysis of industrial systems. Engineering Failure Analysis, Volume 148, 107172. Retrieved from https://doi.org/10.1016/j.engfailanal.2023.107172
5. Pallavi, Kumari, Bhavana, Bhadriraju, Qingsheng, Wang, Joseph, & Sang-Il Kwon. (2022). A modified Bayesian network to handle cyclic loops in root cause diagnosis of process faults in the chemical process industry. Journal of Process Control. Volume 110. Pages 84-98. Retrieved from https://doi.org/10.1016/j.jprocont.2021.12.011
6. Chunbo, Pang, Dawei, Duan, Zhiying, Zhou, Shangbo, Han, Longchao, Yao, Chenghang, Zheng, Jian, Yang, & Xiang, Gao. (2022). An integrated LSTM-AM and SPRT method for fault early detection of forced-oxidation system in wet flue gas desulfurization. Process Safety and Environmental Protection. Volume 160. Pages 242-254. Retrieved from https://doi.org/10.1016/j.psep.2022.01.062
7. Hao, Yin, He, Xu, Weiwang, Fan, & Feng, Sun. (2024). Fault diagnosis of pressure relief valve based on improved deep Residual Shrinking Network. Measurement, 224, 113752. Retrieved from https://doi.org/10.1016/j.measurement.2023.113752
8. Simulation of equipment accidents in the systems of modeling chemical-technological processes. (2022). D. V. Zubov, A. V. Lobanov, E. B. Filippova, D. A. Lebedev. Mathematical Methods in Technology and Engineering, 6, 31-35. doi:10.52348/2712-8873_MMTT_2022_6_31
9. Development of program modules of the digital twin of chemical-technological production. (2021). E. B. Filippova, D. V. Zubov, R. S. Krasheninnikov, A. V. Lobanov. Automation in industry, 7, 16-20. doi:10.25728/avtprom.2021.07.04
Результаты процедуры рецензирования статьи
В связи с политикой двойного слепого рецензирования личность рецензента не раскрывается.
Со списком рецензентов издательства можно ознакомиться здесь.
Статья посвящена применению искусственного интеллекта для диагностики отказов технологического оборудования в химической промышленности. Автор рассматривает возможности использования нейронных сетей для автоматизированного распознавания аварийных ситуаций, что является крайне актуальным направлением в контексте повышения надежности и безопасности промышленных процессов.
В исследовании использована методика моделирования и анализа данных, полученных с помощью системы RTsim. Моделирование включает создание датасетов на основе данных, полученных из технологических процессов, и их последующую обработку с использованием нейронных сетей. Подход основан на применении методов машинного обучения для распознавания различных типов отказов оборудования.
Актуальность исследования обусловлена стремлением к повышению безопасности и эффективности химических производств. Использование искусственного интеллекта для диагностики отказов позволяет значительно сократить время реакции на аварийные ситуации, минимизировать риски и снизить затраты на устранение последствий аварий.
Научная новизна статьи заключается в разработке и применении новой методики распознавания аварийных ситуаций с использованием нейронных сетей. Автор предлагает подход, который учитывает специфику химических процессов и позволяет более точно и оперативно выявлять неисправности на ранних стадиях. Впервые предлагается использование данных, полученных непосредственно с моделей конкретного производства, для обучения нейронных сетей.
Статья написана в научном стиле, грамотно структурирована и логически изложена. Введение четко описывает актуальность проблемы и цели исследования. Основная часть подробно рассматривает методологию, результаты и их анализ, что делает статью понятной и доступной для восприятия. Выводы логично вытекают из представленных данных и подкреплены иллюстрациями и таблицами, что облегчает восприятие информации.
Выводы исследования показывают, что использование нейронных сетей для диагностики отказов технологического оборудования является перспективным направлением. Автор демонстрирует, что предложенный подход позволяет значительно повысить точность и скорость распознавания аварийных ситуаций. Статья содержит конкретные рекомендации по применению разработанной методики в промышленной практике, что делает ее полезной для инженерного и научного сообщества.
Статья представляет значительный интерес для специалистов в области автоматизации и управления технологическими процессами, инженерного персонала химических производств, а также для исследователей, занимающихся применением искусственного интеллекта в промышленности. Она предлагает практические решения и инновационные подходы, которые могут быть использованы для улучшения безопасности и эффективности производственных процессов.
Статья является значимым вкладом в область применения искусственного интеллекта для диагностики отказов технологического оборудования. Она содержит ценные методологические и практические результаты, которые могут быть использованы для дальнейших исследований и практического применения. Рекомендуется к публикации без существенных изменений.
Для дальнейшего развития данной работы можно предложить несколько направлений. В первую очередь, необходимо провести тестирование предложенной методики на реальных промышленных установках. Экспериментальные данные помогут подтвердить точность и надежность модели, а также выявить возможные недостатки и области для улучшения. Кроме того, важно собрать и использовать более обширные и разнообразные данные для обучения нейронных сетей. Включение данных о различных типах оборудования и аварийных ситуаций повысит универсальность и точность системы диагностики.
Разработка методов интеграции предложенной системы с уже существующими SCADA-системами и другими автоматизированными системами управления производством обеспечит более широкое применение технологии в промышленности. Проведение исследований по анализу динамического поведения технологических процессов в реальном времени позволит улучшить модели прогнозирования и раннего обнаружения аварийных ситуаций. Также необходимо создать удобный и интуитивно понятный интерфейс для операторов, позволяющий быстро и эффективно реагировать на обнаруженные неисправности. Важно обеспечить легкость интерпретации данных, предоставляемых нейронной сетью.
Разработка программ обучения и тренировки для операторов и технического персонала, включая использование виртуальных тренажеров, повысит уровень подготовки сотрудников и их готовность к действиям в аварийных ситуациях. Проведение оценки экономической эффективности внедрения предложенной системы позволит обосновать инвестиции в технологию и продемонстрировать ее преимущества перед традиционными методами. Исследование возможности применения других архитектур нейронных сетей и алгоритмов машинного обучения для повышения точности и производительности системы, а также адаптация моделей под специфические условия различных производств, могут улучшить результаты.
|
 Рус
Рус









