|
Программные системы и вычислительные методы
Правильная ссылка на статью:
Автушенко А.А., Рипецкий А.В.
Разработка методических основ автоматизированного проектирования и технологической подготовки теплообменных устройств радиоэлектронной аппаратуры для производства методом аддитивных технологий
// Программные системы и вычислительные методы.
2019. № 3.
С. 1-11.
DOI: 10.7256/2454-0714.2019.3.30341 URL: https://nbpublish.com/library_read_article.php?id=30341
Разработка методических основ автоматизированного проектирования и технологической подготовки теплообменных устройств радиоэлектронной аппаратуры для производства методом аддитивных технологий
Автушенко Александр Александрович
соискатель, кафедра 904, Московский авиационный институт
125480, Россия, Московская область, г. Москва, ул. Героев Панфиловцев, 10, стр. 10
Avtushenko Aleksandr Aleksandrovich
Applicant, Department 904, Moscow Aviation Institute
125480, Russia, Moskovskaya oblast', g. Moscow, ul. Geroev Panfilovtsev, 10, str. 10

|
a.avtushenko@bk.ru
|
|
 |
Другие публикации этого автора
|
|
|
Рипецкий Андрей Владимирович
кандидат технических наук
доцент, кафедра 904, Московский авиационный университет
125993, Россия, Московская область, г. Москва, ул. Волоколамская, 4
Ripetskii Andrei Vladimirovich
PhD in Technical Science
Associate Professor, Department 904, Moscow Aviation University
125993, Russia, Moskovskaya oblast', g. Moscow, ul. Volokolamskaya, 4
|
|
a.ripetskiy@mail.ru
|
|
|
Другие публикации этого автора
|
|
|
DOI: 10.7256/2454-0714.2019.3.30341
Дата направления статьи в редакцию:
21-07-2019
Дата публикации:
14-08-2019
Аннотация:
Предметом исследования являются теплообменные устройства методом аддитивных технологий.Для внедрения аддитивных технологий в процесс производства теплообменных устройств радиоэлектронной аппаратуры были определены основные этапы печати изделий из металла на 3D-принтере. В связи отсутствия общих теоретических представлений об ориентации синтезируемого изделия в камере 3D-принтера, выделены двенадцать классов нависающих поверхностей. С целью упрощения расчета объёма поддержек для нависающих поверхностей предложено использовать проекции детали при шести базовых положениях. В общем случае процесс выбора оптимального варианта базирования детали на основании минимального объема поддержек представлен из следующих этапов: выбора шести базовых положений; расчет площади и высоты нависающих поверхностей для каждой базы; расчет объёма поддержек для каждой базы; сравнение полученных данных. В результате исследований разработана общая схема производства теплообменных устройств методами аддитивных технологий. При решении стоящей научной задачи использованы теоретические методы исследований, основанные на: декомпозиции задач, системном анализе, методах аналитической геометрии. Основными выводами проведенного исследования является разработка методического аппарата автоматизации проектирования геометрической формы теплообменных устройств с применением АТ, основывающегося на классификации нависающих поверхностей по геометрическим признакам и методе базирования изделия, направленного на минимизацию объёма поддержек. Это позволило создавать алгоритмы, которые в свою очередь можно группировать и переводить в технологические регламенты для специалистов по подготовке к производству сложных изделий, как на опытном, так и на серийном производстве.
Ключевые слова:
радиоэлектронная аппаратура, теплообменное устройство, аддитивные технологии, 3D-принтер, система автоматизированного проектирования, поддержки, нависающая поверхность, термоплата, правило шести точек, оптимальная ориентация
Abstract: The subject of the study is the heat exchange devices using the additive technology method. For the introduction of additive technologies in the production of heat exchange devices of electronic equipment, the main stages of printing metal products on a 3D printer were determined. Due to the lack of general theoretical ideas about the orientation of the synthesized product in the camera of a 3D printer, twelve classes of overhanging surfaces are identified. In order to simplify the calculation of the volume of supports for overhanging surfaces, it is proposed to use the projection of the part at six basic positions. In general, the process of selecting the best option for basing a part based on the minimum amount of supports is presented from the following steps: selecting six basic positions; calculation of the area and height of overhanging surfaces for each base; calculation of the volume of supports for each base; comparison of the received data. As a result of the research, a general scheme was developed for the production of heat exchangers using additive technologies. When solving a scientific problem, theoretical research methods were used, based on: decomposition of problems, system analysis, methods of analytical geometry. The main conclusions of the study are the development of a methodological apparatus for automating the design of the geometric shape of heat exchangers using additive technology, based on the classification of overhanging surfaces according to geometric signs and the method of basing the product, aimed at minimizing the volume of supports. This allowed us to create algorithms that, in turn, can be grouped and translated into technological regulations for specialists in preparation for the production of complex products, both in pilot and mass production.
Keywords: radioelectronic equipment, heat exchanger, additive manufacturing, 3D printer, CAD system, supports, the overhanging surface, type of heat exchanger, six point rule, optimal orientation
Для внедрения аддитивных технологий в процесс проектировании и производства теплообменных устройств радиоэлектронной аппаратуры были определены основные этапы печати изделий из металла на 3D-принтере. В связи отсутствия общих теоретических представлений об ориентации синтезируемого изделия в камере 3D-принтера, выделены двенадцать классов нависающих поверхностей. С целью упрощения расчета объёма поддержек для нависающих поверхностей предложено использовать проекции детали при шести базовых положениях. В общем случае процесс выбора оптимального варианта базирования детали на основании минимального объема поддержек представлен из следующих этапов: выбора шести базовых положений; расчет площади и высоты нависающих поверхностей для каждой базы; расчет объёма поддержек для каждой базы; сравнение полученных данных. В результате исследований разработана общая схема проектирования и производства теплообменных устройств методами аддитивных технологий.
Введение
Практика показывает, что главными требованиями, которое предъявляются к теплообменным устройствам (ТУ) радиоэлектронной аппаратуры (РЭА), являются [4, с.9-13; 5, с.4-12; 6, с.53-54; 7, с.1-2]:
- эффективная геометрия воздушных каналов, при минимальных массогабаритных характеристиках;
- технологическая простота производства;
- возможность быстрой адаптации под конкретные задачи.
Повысить интенсификации работ на этапе проектирования ТУ можно за счёт внедрения новых технологий. Важным фактором при проектировании эффективных ТУ является повышение качества и сокращение сроков выполняемых работ, что достигается путем автоматизации, на основе применения систем автоматизированного проектирования типа CAD/CAM.
Сегодня бурно развивается сфера аддитивных технологий (АТ), смысл которых заключается в послойном синтезе заготовок при помощи лазерного спекания материала. Использование АТ позволяет сократить затраты на проектирование изделий приборостроения, изготовление оснастки и малых партий деталей [1, с.6-18; 3, с.3-15] (табл. 1).
Таблица 1
Затраты времени (дни) [3]
|
Технология
|
Медицина
|
Электроника
|
Автомобилестроение
|
Авиационная
промышленность
|
|
Современные технологии формообразования и обработки металла(за исключением аддитивных технологий)
|
13
|
30
|
60
|
120
|
|
Аддитивные технологии
|
3
|
3
|
5
|
7
|
Решить перечисленные проблемы можно путём применения высокоавтоматизированных методов проектирования и производства. В высшей степени данными качествами обладают АТ. Возможности данных технологий дают все основания рассматривать их для производства ТУ. Современное развитие АТ позволяет рассмотреть новые, более экономичные и технологичные способы производства ТУ для РЭА, а также увеличить их эффективность за счет отсутствия ограничений в синтезе геометрически сложных изделий. В связи с чем, целью данной работы является разработка методических основ автоматизированного проектирования ТУ для РЭА при производстве методами АТ.
Определение основных этапов производства ТУ методом АТ
AТ включает в себя ряд этапов, от виртуального описания изделия к конечному физическому формированию. Ниже описаны возможные семь основных этапов АТ для производства ТУ [2, с.18-30; 8, с.43-45; 9, с.604-606; 12, с.8-12].
Первый этап: АТ начинается с разработки геометрической модели, которая полностью описывает форму ТУ. Её можно получить практически при помощи любого профессионального CAD-моделирования, важно чтобы модель была трехмерной и сплошной.
Второй этап: Преобразование модели в STL формат - почти каждый 3D-принтер принимает формат файла STL, и почти каждая система автоматизированного проектирования САПР может выводить такой формат файла. Этот файл описывает внешние закрытые поверхности исходной модели и формирует базис для вычисления срезов.
Третий этап: Передача STL файла на 3D-принтер. Файл STL, описывающий ТУ, должен быть перенесен на AТ-машину. Здесь проводятся некоторые общие манипуляции с файлом, уточнение верности размера, положения и ориентации.
Четвёртый этап: Настройка 3D-принтера - перед началом процесса создания изделия должна быть правильно настроена система печати. К её основным настройкам относятся параметры построения: материальные ограничения, источник энергии, толщина слоя, время продолжительности операций и т.д.
Пятый этап: Построение изделия - это в основном автоматизированный процесс. Необходимо контролировать наличие материала, электропитания или программные сбои.
Шестой этап: Изъятие изделия из 3D-принтера - после того, как 3D-принтер завершил синтез, необходимо изъять ТУ.
Седьмой этап: Постобработка заготовки после снятия изделия с машины может потребоваться его дополнительная обработка.
Разработка общей классификации нависающих поверхностей
Существенным ограничением роста применения АТ для производства ТУ является вопрос обеспечения заданной точности и прочности изделий. Данные вопросы решает оператор-технолог, который задает параметры установки и оптимизирует модель для ее выращивания. Основным инструментом для достижения необходимых критериев, обеспечивающих указанные параметры, является оптимизация поддержек элементов синтезируемого ТУ обеспечивающих опору его нависающих поверхностей (НП) над платформой построения [13, с.19]. Поддержки в основном спекаются из того же материала, что и основное изделие и представляют собой трубчатые и сетчатые элементы, соединяющие платформу с наружной стенкой изделия, тем самым обеспечивая сдерживание деформаций и жесткое фиксирование изделия в заданной области.
Построение поддержек представляет собой сложную многокритериальную задачу. Количественной оценкой поддержки конкретной детали является объем материала, необходимый для её выращивания. С одной стороны уменьшение объема поддержек сокращает время выращивания изделия и требует меньшего материала, с другой стороны сокращение объема материала поддержек может привести к недопустимым вариантам позиционирования детали в камере. Для работы по моделированию поддерживающих структур инженеру-технологу постоянно приходится принимать решение, основанное на компромиссах. С одной стороны, требуется обеспечить требуемые техническим заданием характеристики по точности и прочности, с другой обеспечить технологичность для последующего удаления поддержек и обработки заготовки. Для выполнения всех этих задач у оператора и технолога есть набор автоматических методов построения, а для особо сложных моделей режим ручного построения. Существуют стандартные подходы, но в силу уникальности каждой детали, они не являются универсальными.
В работах, посвященных АТ, в частности оптимизации поддержек [10, с.162-165; 11, с.157-182; 13, с.158-165; 14, с.117-152] отсутствует чёткое представления о особенностях НП, выраженное в различной терминологии и отсутствии их классификации. Для создания объективной классификации НП были проанализированы их характерные геометрические особенности (площадь, ширина, длина, высота, радиус скругления, угол наклонна к платформе построения и т.д.) на основе чего выделены двенадцать классов по следующим признакам:
- по характеру поверхности (рис. 1);
- по отношению длины к высоте основания (рис. 2);
- по ширине (рис. 3);
- по углу наклона к платформе (рис. 4);
- по кривизне (рис. 5);
- по конструктивным особенностям, где R радиус вогнутой/выпуклой поверхности (рис. 6).
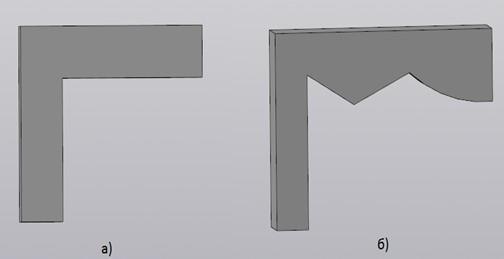
Рис. 1 Виды НП по сложности: а) простой; б) сложный
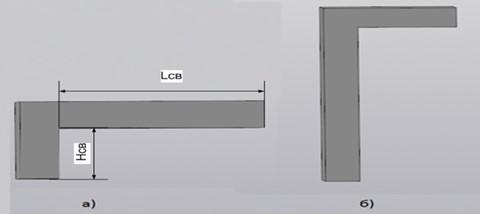
Рис. 2 По отношению длины к высоте НП: а) длинный  ;б) короткий ;б) короткий 
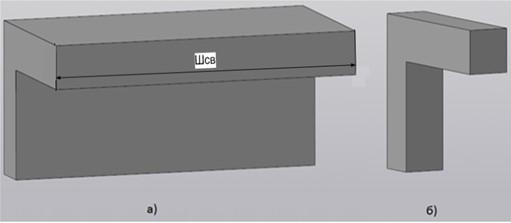
Рис. 3 Виды НП по ширине: а) широкий ; ;
б) узкий 
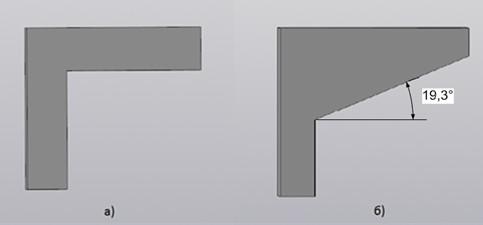
Рис. 4 Виды НП по углу наклона к платформе: а) параллельный;
б) угловой
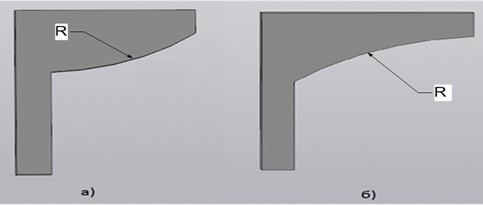
Рис. 5 Круговые виды НП: а) выпуклый; б) вогнутый
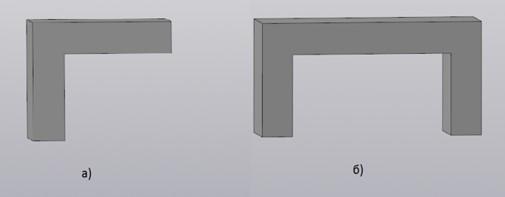
Рис. 6 Виды НП по конструктивным особенностям: а) наружная;
б) внутренняя
Методика выбора ориентации детали основанная на минимизации объёма поддержек
Согласно проведенным исследованиям, сформированы два основных принципа построения поддержек и прописаны как правила [10, с.162-165; 11, с.32, 157-173; 13, с.158-165; 14, с.117-152]:
- угловые НП, если они спроектированы c углом наклона более 45 градусов и построены методами расплавление металла в заранее сформированном слое (SLS, SLM, DMLS и пр.), то они являются самонесущими;
- круговые НП, если они спроектированы в диапазоне касательных углов от 28 до 40 градусов, соответствующе подобраны радиусы подрезания, и построенные методами расплавление металла в заранее сформированном слое (SLS, SLM, DMLS и пр.), то они являются самонесущими;
- определение области построения поддержки заключается в определении участков НП, у которых нормали образуют с вектором направленным вертикально вниз угол меньше заданного (рис.7).
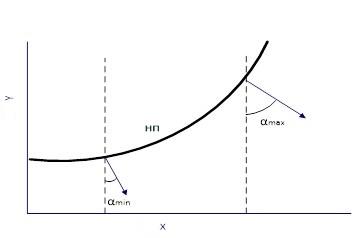
Рис. 7 Определения точек поддержки
где αmax максимальное значение угла, при котором строится поддержка
В дополнение к критериям, описанных выше, существуют многие факторы, которые необходимо учитывать при поиске оптимальной ориентации заготовки ТУ:
- увеличить количество перпендикулярных поверхностей;
- увеличить количество горизонтальных поверхностей, обращенных вверх;
- максимизировать количество отверстий с осями перпендикулярных плоскости печати;
- максимизировать площадь поверхности основания;
- минимизировать количество наклонных поверхностей;
- минимизировать общую площадь нависающих поверхностей;
- минимизировать высоту поддержек.
Для ТУ типа термоплата, пример модели на рисунке 8, учесть все данные требования затруднительно, поэтому руководствуются правилом, учитывающим максимум критериев. Из всех перечисленных требований наиболее универсальным требованием является минимизация объёма поддержек.
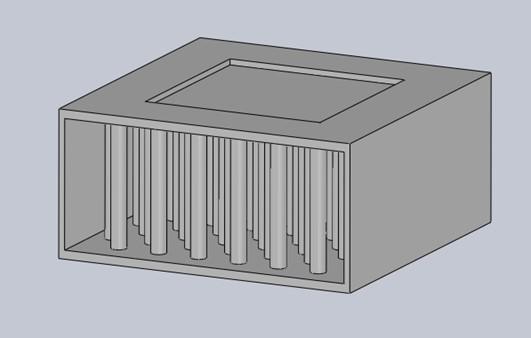
Рис. 8 Модели термоплаты
Из механики известно, что каждое свободное твердое тело имеет шесть степеней свободы относительно системы координат X, Y, Z. Оно может перемещаться параллельно трем взаимно перпендикулярным координатным осям и вращаться вокруг каждой из них.
Таким образом, для определения положения детали в камере 3D-принтера необходимо и достаточно иметь шесть опорных точек «Правило шести точек». Это правило широко используют при конструировании изделий, где возникают задачи соединения требуемой точностью двух или большего количества деталей. Например: при сборке и регулировке машины и ее механизмов, при обработке деталей на различных технологических операциях, когда деталь необходимо установить и закрепить с заданной точностью на столе станка или в приспособлении.
В общем случае, придание изделию требуемого положения относительно выбранной системы координат называют базированием. При обработке заготовок на станках под базированием понимается придание им требуемого положения относительно элементов станка или обрабатывающего инструмента.
Для разработки методики автоматизации выбора базирования в АТ геометрически сложных деталей с учетом требований будем считать, что при ориентации весь объём под НП до платформы будет заполнен поддержками. В таком случае нужно сравнить максимальные объёмы поддержек при разных ориентациях. Приближенный расчет объема поддержек можно провести путем умножения высоты НП на её площадь.
С целью упрощения расчета объёма поддержек можно использовать проекции детали при 6 базовых положениях (рис. 9-11). При этом согласно теореме Фалеса, высота для угловых и круговых НП меряется из середины соответствующих отрезков на проекции.
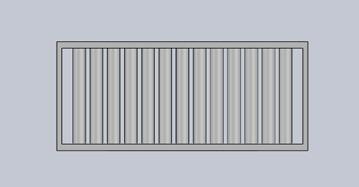
Рис. 9 Первая база
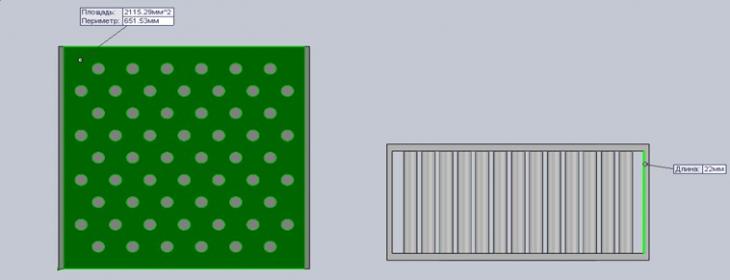
Рис. 10 Автоматический расчет площади проекции и высоты НП в SolidWorks для базы №1
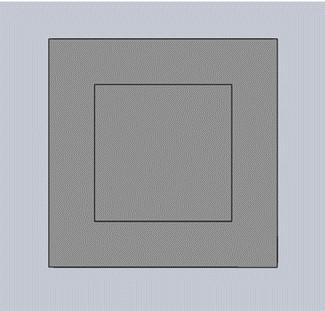
Рис. 11 Вторая база
В общем случае процесс выбора варианта базирования детали на основании объемов поддержек состоит из следующих этапов:
1. выбора шести базовых положений;
2. расчет площади и высоты НП для каждой базы;
3. расчет объёма поддержек для каждой базы;
4. сравнение полученных данных.
Соответственно, процесс производства термоплат с применением АТ можно представить в виде схемы изображенной на рис. 12.
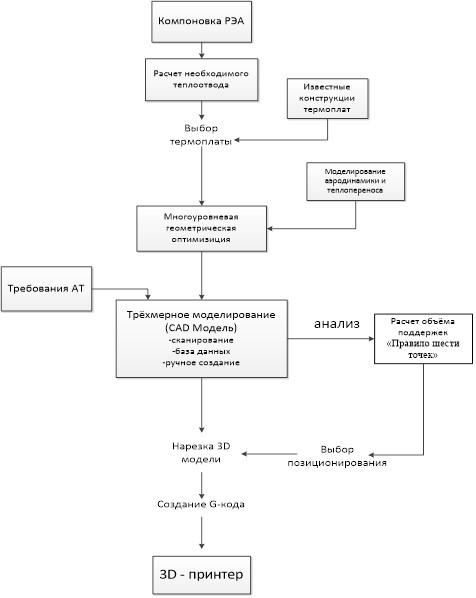
Рис. 12 Схема производства термоплат методами АТ
Заключение
Повышение качества проектных работ при производстве ТУ для РЭА возможно за счёт нахождения оптимальных проектных решений, обеспечивающих требуемый уровень надежности при минимизации затрат. Данным требованиям отвечают развивающиеся АТ, позволяющие рассмотреть новые, более экономичные и технологичные способы производства ТУ, а также увеличить их эффективность за счет широких возможностей в вариациях с геометрией изделия.
Значительную долю процесса производства занимает геометрическое моделирование при помощи современных CАПР. К тому же, данная часть проектирования является самой ответственной за качество конечного изделия.
Отсутствие теории автоматизации геометрических построений с учётом специфики метода АТ, существенно ограничивает его адаптацию в производстве ТУ для РЭА. Поэтому центром внимания исследований является разработка методического аппарата автоматизации проектирования геометрической формы ТУ с применением АТ, основывающегося на классификации НП по геометрическим признакам и методе базирования изделия направленного на минимизацию объёма поддержек. Это позволит создавать алгоритмы, которые в свою очередь можно группировать и переводить в технологические регламенты для специалистов по подготовке к производству сложных изделий, как на опытном, так и на серийном производстве.
Библиография
1. Бобцова, С.В. Исследование и разработка методов использования технологий быстрого прототипирования в приборостроении: дис. ... канд. тех. наук: 05.11.14 / Бобцова Светлана Владимировна. – СПб., 2005. – 124 с. : ил.
2. Зленко, М.А. Аддитивные технологии в машиностроении [Текст]: пособие для инженеров / М.А. Зленко, М.В. Нагайцев, В.М. Довбыш. – М.: ГНЦ РФ ФГУП «НАМИ», 2015. – 218 с.
3. Кодолов, В.И. Кластерные системы и технологии быстрого моделирования и прототипирования / В.И. Кодолов, А.М. Липанов // Кластерные системы и материалы. Новые высокие технологии быстрого моделирования и прототипирования [Текст]: сб. тр. по материалам науч. молодеж. шк. / М-во общ. и проф. образования РФ и др.; редкол.: А. М. Липанов и др. – Ижевск: Изд-во Ин-та прикладной механики УрО РАН, 1997. – 317 с.: ил. – С. 3–15.
4. Маниленко, И.Н. Разработка методики проектирования ребристо-пластинчатых радиаторов радиоэлектронных устройств: дис. ... канд. тех. наук : 05.12.04 / Маниленко Иван Николаевич; [Место защиты: Владимир. гос. ун-т им. Александра Григорьевича и Николая Григорьевича Столетовых]. – Владимир, 2012. – 123 с.: ил.
5. Махмудова, М.М. Системы охлаждения элементов радиоэлектронной аппаратуры, работающих в режиме повторно-кратковременных тепловыделений: дис. ... канд. тех. наук: 05.04.03 / Махмудова Марьям Магомедовна; [Место защиты: Дагестан. гос. техн. ун-т]. – Махачкала, 2008. – 162 с.: ил.
6. Роткоп, Л.Л. Обеспечение тепловых режимов при конструировании радиоэлектронной аппаратуры [Текст] / Л.Л. Роткоп, Ю.Е. Спокойный. – М.: Сов. радио, 1976. – 230 с.: ил.
7. ASTM D3123-09(2017): Standard test method for spiral flow of low-pressure thermosetting moulding compounds.– West Conshohocken: ASTM International, 2017. – 4 p.
8. Chua, C.K. Facial prosthetic model fabrication using rapid prototyping tools / C.K. Chua, S.M. Chou, S.C. Lin, S.T. Lee & C.A. Saw // Integrated Manufacturing Systems. – 2000. – Vol. 11. – No. 1. – P. 42–53.
9. Chua, C.K. Rapid tooling technology. Part 1: A comparative study / C.K. Chua, K.H. Hong & S.L. Ho // International Journal of Advanced Manufacturing Technology. – 1999. – Vol. 15. – No. 8. – P. 604–608.
10. Jacobs, P.F. Rapid prototyping & manufacturing: Fundamentals of StereoLithography / P.F. Jacobs. – Dearborn : Society of Manufacturing Engineers, 1992. – 434 p.
11. Redwood, B. The 3D printing hand-book: Technologies, desing and applications / B. Redwood, F. Schöffer, B. Garret. – Amsterdam: 3D Hubs B.V., 2017. – 301 p.
12. Software solutions for rapid prototyping / I. Gibson (Ed.). – London: Professional Engineering Publishing, 2002. – 380 p.
13. Venuvinodand, P.K. Rapid prototyping : Laser-based and other technologies / P.K. Venuvinodand, M. Weiyin. – New York: Springer US, 2004. – XVIII, 390 p.
14. Zeng, K. Optimization of support structures for selective laser melting: Dis. … Ph.D. in Industrial Engineering / Kai Zeng. – Louisville: University of Louisville, 2015. – 201 p.
References
1. Bobtsova, S.V. Issledovanie i razrabotka metodov ispol'zovaniya tekhnologii bystrogo prototipirovaniya v priborostroenii: dis. ... kand. tekh. nauk: 05.11.14 / Bobtsova Svetlana Vladimirovna. – SPb., 2005. – 124 s. : il.
2. Zlenko, M.A. Additivnye tekhnologii v mashinostroenii [Tekst]: posobie dlya inzhenerov / M.A. Zlenko, M.V. Nagaitsev, V.M. Dovbysh. – M.: GNTs RF FGUP «NAMI», 2015. – 218 s.
3. Kodolov, V.I. Klasternye sistemy i tekhnologii bystrogo modelirovaniya i prototipirovaniya / V.I. Kodolov, A.M. Lipanov // Klasternye sistemy i materialy. Novye vysokie tekhnologii bystrogo modelirovaniya i prototipirovaniya [Tekst]: sb. tr. po materialam nauch. molodezh. shk. / M-vo obshch. i prof. obrazovaniya RF i dr.; redkol.: A. M. Lipanov i dr. – Izhevsk: Izd-vo In-ta prikladnoi mekhaniki UrO RAN, 1997. – 317 s.: il. – S. 3–15.
4. Manilenko, I.N. Razrabotka metodiki proektirovaniya rebristo-plastinchatykh radiatorov radioelektronnykh ustroistv: dis. ... kand. tekh. nauk : 05.12.04 / Manilenko Ivan Nikolaevich; [Mesto zashchity: Vladimir. gos. un-t im. Aleksandra Grigor'evicha i Nikolaya Grigor'evicha Stoletovykh]. – Vladimir, 2012. – 123 s.: il.
5. Makhmudova, M.M. Sistemy okhlazhdeniya elementov radioelektronnoi apparatury, rabotayushchikh v rezhime povtorno-kratkovremennykh teplovydelenii: dis. ... kand. tekh. nauk: 05.04.03 / Makhmudova Mar'yam Magomedovna; [Mesto zashchity: Dagestan. gos. tekhn. un-t]. – Makhachkala, 2008. – 162 s.: il.
6. Rotkop, L.L. Obespechenie teplovykh rezhimov pri konstruirovanii radioelektronnoi apparatury [Tekst] / L.L. Rotkop, Yu.E. Spokoinyi. – M.: Sov. radio, 1976. – 230 s.: il.
7. ASTM D3123-09(2017): Standard test method for spiral flow of low-pressure thermosetting moulding compounds.– West Conshohocken: ASTM International, 2017. – 4 p.
8. Chua, C.K. Facial prosthetic model fabrication using rapid prototyping tools / C.K. Chua, S.M. Chou, S.C. Lin, S.T. Lee & C.A. Saw // Integrated Manufacturing Systems. – 2000. – Vol. 11. – No. 1. – P. 42–53.
9. Chua, C.K. Rapid tooling technology. Part 1: A comparative study / C.K. Chua, K.H. Hong & S.L. Ho // International Journal of Advanced Manufacturing Technology. – 1999. – Vol. 15. – No. 8. – P. 604–608.
10. Jacobs, P.F. Rapid prototyping & manufacturing: Fundamentals of StereoLithography / P.F. Jacobs. – Dearborn : Society of Manufacturing Engineers, 1992. – 434 p.
11. Redwood, B. The 3D printing hand-book: Technologies, desing and applications / B. Redwood, F. Schöffer, B. Garret. – Amsterdam: 3D Hubs B.V., 2017. – 301 p.
12. Software solutions for rapid prototyping / I. Gibson (Ed.). – London: Professional Engineering Publishing, 2002. – 380 p.
13. Venuvinodand, P.K. Rapid prototyping : Laser-based and other technologies / P.K. Venuvinodand, M. Weiyin. – New York: Springer US, 2004. – XVIII, 390 p.
14. Zeng, K. Optimization of support structures for selective laser melting: Dis. … Ph.D. in Industrial Engineering / Kai Zeng. – Louisville: University of Louisville, 2015. – 201 p.
Результаты процедуры рецензирования статьи
В связи с политикой двойного слепого рецензирования личность рецензента не раскрывается.
Со списком рецензентов издательства можно ознакомиться здесь.
Предмет исследования – методика применения аддитивных технологий в процессе производства теплообменных устройств радиоэлектронной аппаратуры.
Методология исследования основана на сочетании теоретического и проектного подходов с применением методов анализа, моделирования, проектирования, обобщения, сравнения, синтеза.
Актуальность исследования обусловлена, с одной стороны, широким применением радиоэлектронной аппаратуры, с другой, – развитием аддитивных технологий в различных областях современной техники и, соответственно, необходимостью изучения оптимальных проектных решений за счёт широких вариаций геометрии изделий, в том числе для теплообменных устройств радиоэлектронной аппаратуры.
Научная новизна связана с разработкой автором общей схемы производства теплообменных устройств аппаратуры методами аддитивных технологий. Выделены 12 классов нависающих поверхностей, обоснована упрощённая методика расчёта объёма поддержек для нависающих поверхностей, выбора оптимального варианта базирования детали на основании минимального объёма поддержек.
Стиль изложения научный. Статья написана русским литературным языком.
Структура рукописи включает следующие разделы: Введение (требования к теплообменным устройствам (ТУ) радиоэлектронной аппаратуры (РЭА), интенсификация работ на этапе проектирования ТУ, автоматизация на основе систем автоматизированного проектирования типа CAD/CAM, аддитивные технологии (АТ), затраты времени), Основные этапы производства ТУ методом аддитивных технологий (геометрическая модель, преобразование модели в STL-формат, передача STL-файла на 3D-принтер, настройка 3D-принтера, построение изделия, изъятие изделия из 3D-принтера, постобработка заготовки), Разработка общей классификации нависающих поверхностей (обеспечение заданной точности и прочности изделий, оптимизация поддержек элементов синтезируемого ТУ, обеспечивающих опору его нависающих поверхностей (НП) над платформой построения, схема функционирования поддержки, построение поддержек, объём необходимого материала, классификация НП – по сложности, по отношению длины к высоте, по ширине, по углу наклона к платформе, круговые виды, по конструктивным особенностям), Методика выбора ориентации детали основанная на минимизации объёма поддержек (принципы построения поддержек, определения точек поддержки, поиск оптимальной ориентации заготовки ТУ, модели термоплаты, твёрдое тело в пространстве, «правило шести точек», разработка методики автоматизации выбора базирования в АТ геометрически сложных деталей, проекции детали при шести базовых положениях, первая база, вторая база, автоматический расчёт площади проекции и высоты НП в SolidWorks, процесс выбора варианта базирования детали на основании объемов поддержек, схема производства термоплат методами АТ), Заключение (выводы), Библиография.
Названия разделов (аналогично «Введению», «Заключению» и «Библиографии» следует выделить полужирным), точки в названиях разделов удалить.
Текст содержит одну таблицу, 15 рисунков. В таблице 1 упоминается «Технология быстрого моделирования», тогда как в целом статья посвящена аддитивным технологиям. Не ясно также, что именно понимается под «общепринятой технологией». Желательно придерживаться единообразной терминологии. Содержание большинства рисунков представляется тривиальным и может быть изложено в основном тексте. Пояснение «Ось» (рисунки 8, 10) излишне, достаточно буквенных обозначений. Обозначение R (рисунок 6) следует пояснить.
Содержание в целом соответствует названию. Вместе с тем из сопоставления формулировки заголовка и текста рукописи не ясно, идёт ли речь собственно о проектировании, моделировании либо об изготовлении теплообменных устройств радиоэлектронной аппаратуры методом аддитивных технологий, таковых устройств в целом либо только поддержек нависающих поверхностей. Указанные позиции нужно конкретизировать, возможно, отразить в формулировке названия статьи. Сокращений в заголовке (РЭА) следует избегать. Желательно также усилить соответствие материала тематике журнала «Программные системы и вычислительные методы».
Библиография включает 14 источников отечественных и зарубежных авторов – монографии, научные статьи, материалы научных мероприятий, диссертации, методические пособия. Библиографические описания практически всех источников нуждаются в корректировке в соответствии с ГОСТ и требованиями редакции, например:
1. Бобцова С. В. Исследование и разработка методов использования технологий быстрого прототипирования в приборостроении : дис. … канд. техн. наук : 05.11.14. – СПб., 2005. – 124 с.
2. Зленко М. А., Довбыш В. М. Аддитивные технологии в машиностроении : пособие для инженеров.– М. : ГНЦ РФ ФГУП «НАМИ», 2015. – 220 с.
3. Кодолов В. И., Липанов А. М. Кластерные системы и технологии быстрого моделирования и прототипирования // Кластерные системы и материалы. Новые высокие технологии быстрого моделирования и прототипирования : сборник трудов по материалам научных молодёжных школ. – Ижевск, 1997. – Вып. (???) 7. – С. ??? –???.
4. Маниленко И. Н. Разработка методики проектирования ребристо-пластинчатых радиаторов радиоэлектронных устройств : дис. … канд. техн. наук : 05.12.04. – Владимир, 2012. – 107 с.
5. Махмудова М. М. Системы охлаждения элементов радиоэлектронной аппаратуры, работающих в режиме повторно-кратковременных тепловыделений : дис. … канд. техн. наук : 05.04.03. – Махачкала, 2008. – 162 с.
6. Роткоп Л. Л., Спокойный Ю. Е. Обеспечение тепловых режимов при конструировании радиоэлектронной аппаратуры. – М. : Сов. радио, 1976. – 232 с.
7. ASTM. Standard Testing Method for Spiral Flow of Low-pressure Thermosetting Moulding Compounds. ASTM D3123-09. – West Conshohocken : ASTM International, 2017. – ??? p.
8. Redwood B., Schöffer F., Garret B. The 3D Printing Hand-book. Technologies, desing and applications. Amsterdam : 3D Hubs B.V., 2017. – 304 p.
9. Chua C. K., Meng C. S., Ching L. S., Teik L. S., Aung S. C. Facial prosthetic model fabrication using rapid prototyping tools // Integrated Manuf. Sys. – 2000. – Vol. 11. – № I. – P. 42–53.
10. Chua C. K., Hongand K. H., Ho S. L. Rapid tooling technology, Part 1: A comparative study // Int. J. Adv. Manuf. Tech. – 1999. – Vol. 15. – P. 604–608.
11. Gibson I. Software Solutions for Rapid Prototyping. – London, UK : Professional Engineering Publishing, 2002. – 380 p.
12. Jacob P. F. Rapid Prototyping & Manufacturing; Fundamentals of Stereo Lithography. – Место издания ??? : Society of Manufacturing Engineers (SME), McGraw-Hill, 1992. –434 p.
13. Zeng K. Optimization of support structures for selective laser melting : dissertation. – Место издания ??? : University of Louisville, 2015. – 201 p.
14. Venuvinodand P. K., Weiyin M. Rapid Prototyping Laser-based and Other Technologies. – New York : Springer Science + Business Media, 2004. – 390 p.
Номера конкретных цитируемых страниц следует приводить в ссылках в основном тексте (например, [7, p. 4]), в библиографическом описании – общее число страниц.
Апелляция к оппонентам (Бобцова С. В., Зленко М. А., Кодолов В. И., Липанов А. М., Маниленко И. Н., Махмудова М. М., Роткоп Л. Л., Спокойный Ю. Е., Redwood B., Schöffer F., Garret B., Chua C. K., Meng C. S., Ching L. S., Teik L. S., Aung S. C., Hongand K. H., Ho S. L., Gibson I., Jacob P. F., Zeng K., Venuvinodand P. K., Weiyin M.) имеет место.
Замечен ряд опечаток: [4, 5, 6, 7] – [4–7]; [2, 9, 10, 11] – [2, 9–11]; в частности оптимизации поддержек [8, 12, 13, 14] отсутствует чёткое представления о особенностях НП – в частности, оптимизации поддержек [8, 12–14], отсутствует чёткое представления об особенностях НП; - по характеру поверхности (рис. 2) – - по характеру поверхности (рис. 2); (ТОЧКА С ЗАПЯТОЙ; ЗДЕСЬ И НИЖЕ); [8, 12, 13, 14] – [8, 12–14].
Аббревиатуру САПР следует привести полностью при первом упоминании.
В целом рукопись соответствует основным требованиям, предъявляемым к научным статьям. Материал представляет интерес для читательской аудитории и после доработки может быть опубликован в журналах «Электроника и электротехника» либо «Программные системы и вычислительные методы».
|
 Рус
Рус





















