|
DOI: 10.7256/2453-8884.2018.3.27557
Дата направления статьи в редакцию:
01-10-2018
Дата публикации:
10-11-2018
Аннотация:
Предметом исследования является вопрос управления геометрическим качеством обработки, определению технологических режимов, и параметров инструмента, позволяющих обеспечить априорно определяемые требования к качеству поверхности заготовки. Изучены свойства преобразования траекторий формообразующих движений инструмента относительно обрабатываемой детали в характеристики микрорельефа, волнистости и формы поверхности, образуемой процессом резания. Эксперименты показали, что микрорельеф изменяется в зависимости от объема пластической деформации, зависящего от величины подачи на зуб, состоянием режущих кромок, скорости резания. Для решения поставленной задачи использовались методы и средства исследования, включающие теоретические исследования, которые базируются на основных положениях механики процесса резания, теории дифференциальных уравнений, вычислительной математики, теории автоматического управления и методах статистической обработки данных. Эмпирические исследования включают методы экспериментальной динамики и численные методы моделирования с использованием специализированного программного обеспечения для ЭВМ. Основными выводами проведенного исследования является то, что при фрезеровании поверхности фрезами, диаметр которых меньше ширины обрабатываемой поверхности, формируемый рельеф не является регулярным. По ширине обрабатываемой поверхности можно выделить область, в которой наблюдается нестационарное удвоение периода следа инструмента. Причем эта область является нестабильной. Также установлено, что скорость резания оказывает противоречивое влияние на параметры качества формируемой поверхности. С одной стороны, при увеличении скорости резания возрастают градиенты напряжений и деформаций в зоне обработки, что положительно сказывается на формируемом рельефе. В другой, по мере увеличения скорости начинают проявляться параметрические эффекты динамики, вызывающие биения и формирование на поверхности волнистости с недопустимыми параметрами.
Ключевые слова:
попутное фрезерование, шероховатость, волнистость, концевая фреза, рельеф поверхности, скорость резания, износ инструмента, критическая скорость, деформация, контакт зубьев фрезы
Abstract: The subject of research is the issue of managing the geometric quality of processing, the definition of technological regimes, and tool parameters to ensure a priori defined requirements for the quality of the surface of the workpiece. , cutting speed.The main conclusions of the study are that when milling the surface with cutters whose diameter is less than the width of the surface being processed, the relief formed is not regular. The width of the treated surface can be used to distinguish the area in which there is a non-stationary doubling of the tool wake period. Moreover, this area is unstable. It was also found that the cutting speed has a contradictory impact on the quality parameters of the formed surface. On the one hand, as the cutting speed increases, the gradients of stresses and strains in the treatment zone increase, which has a positive effect on the formed relief. In the other, as the speed increases, parametric effects of the dynamics begin to appear, causing beats and the formation of waviness on the surface with unacceptable parameters.
Keywords: associated milling, roughness, waviness, end mill, surface relief, cutting speed, tool wear, critical speed, deformation, the contact of the teeth of the cutter
Фрезерование – это сложный и разнообразный процесс удаления слоя материала резанием. Несмотря на то, что этот вид механической обработки является весьма распространенным, динамика процесса фрезерования является наиболее сложной и мало изученной проблемой [1]. Сложность рассмотрения этого процесса с точки зрения динамики заключается в следующем:
- процесс фрезерования является нестационарным (силы, действующие на режущие лезвия, меняются в зависимости от изменения толщины срезаемого слоя каждого зуба на оборот фрезы);
- в стационарном состоянии системы необходимо рассматривать не точку равновесия, а некоторую замкнутую в пространстве стационарную траекторию или упругую линию;
-в связи с периодическими изменениями толщины срезаемого слоя каждым режущим лезвием параметры динамической системы в вариациях относительно стационарной траектории меняются. В результате имеет место периодическая перестройка динамической системы резания (ее эволюционное изменение), связанное с постепенным износом инструмента.
Проблема повышения геометрического качества деталей, получаемых фрезерованием, в единстве микро- и макрорельефов, является комплексной. Необходимо учитывать, что области допустимых вариаций технологических режимов зависят от состояния технологического оборудования. Главное значение здесь имеют следующие факторы:
-точность траекторий исполнительных элементов станка;
-параметры жёсткости подсистем станка, приведённые к контакту инструмента относительно заготовки;
-характеристики режущего инструмента.
Также при управлении показателями геометрического качества изделий с помощью рационального выбора и управления траекториями исполнительных элементов существует предельно достижимая точность обработки. Под управлением в данном случае необходимо понимать как изменение управляемых траекторий исполнительных элементов станка, так и пути улучшения всей станочной системы, включая режущий инструмент. В частности, при управлении показателями геометрического качества с помощью варьирования траекторий исполнительных элементов станка необходимо считаться с тем, что большинство связей, формируемых при преобразовании траекторий исполнительных элементов в траектории формообразующих движений, являются неуправляемыми непосредственно. Их можно изменять лишь априорно на основе конструктивных решений инструментов и несущей системы станка. Поэтому существует ограниченное множество технологических режимов, при управлении которыми возможно достижение требуемых показателей геометрического качества изделий. Кроме этого детали, как правило, имеют переменную кривизну. Поэтому величина припуска на каждом дискретном шаге перемещения является величиной заданной и, в общем случае, переменной. Это длинномерные детали из штампованных или литых профилей, фитинги, кронштейны, вилки, боковины, шпангоуты и др.
Для измерения параметров качества поверхности использовалась стандартная аппаратура: для волнистости и отклонении от формы- измерительная машина КИМ "ДЕЛЬТА", для измерения шероховатости- микроскоп НЕОФОТ-21 и портативный профилограф. Материал брусков- сталь 40ХН2МА. Материал инструмента- Р9К5. Ограничимся результатами экспериментальных исследований формы поверхности при фрезеровании брусков ширины L1=60 мм и L2=30 мм, при длине 120 мм (рис. 3). Рассмотрим также случай, когда диаметр фрезы соизмерим с шириной фрезеруемой поверхности. Материал брусков – сталь 40ХН2МА. Инструмент из Р9К5. Диаметр фрезы – 30,0 мм, число зубьев – 3; длина режущей части фрезы – 102 мм. Угол наклона зубьев фрезы – 350 . Допустимые вариации диаметра -DD=0,01 мм. Режимы фрезерования: скорость – 0,9 м/с, что соответствует угловой скорости инструмента 600 об/мин; величина подачи – 0,05 мм; глубина резания - 9,0 мм. Обработка без cмазочно- охлаждающей жидкости (СОЖ). Радиальные биения фрезы в месте ее закрепления на холостом ходу не превышали (1,0 – 1,5) мкм. На рис. 1 приведены данные по геометрии режущих лезвий. Радиус скругления режущей кромки в исходном состоянии находился в пределах (2,0 -3,0) мкм. На рис. 2 приведены данные по отклонению размера детали в поперечном направлении при обработке неизношенной фрезой. Даны аппроксимированные траектории математического ожидания (сплошная линия) и их дисперсия на уровне ±3y (точечные кривые) отклонения координаты на формируемой поверхности от ее номинального значения, которым принято значение координаты, соответствующее установке фрезы без резания. Серым цветом показано тело детали, темным (между точечными кривыми), разброс размера с вероятностью 0,98. Значение L1=0 мм и L2=0 мм находится в точке контакта фрезы, которая расположена ближе к шпинделю. В этой точке изгибная жесткость максимальна. На этой же иллюстрации пунктиром показана траектория деформации инструмента без процесса резания при приложении эквивалентной силы на конце фрезы. Здесь учитывается деформация шпинделя в точке крепления инструмента. Приведенные данные являются результатом статистической обработки информации, полученной на измерительной машине по длине с дискретностью вдоль оси L1 равной 10,0 мм. При этом было обработано по пять брусков каждого типоразмера. Более скрупулезный анализ показал, что на каждом участке поверхности наблюдается изменение других показателей качества (шероховатости и волнистости).
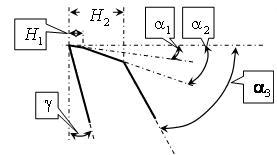
Рис.1. Геометрия режущей части зуба фрезы: 
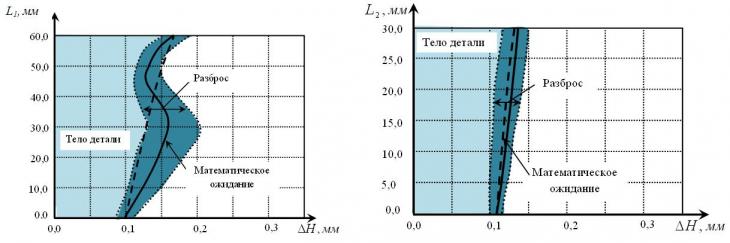
Рис.2 Отклонение формы обработанной детали при фрезеровании бруска шириной
L1=60,0 мм (левый рисунок) и шириной L2=30,0 (правый рисунок)
На рис. 3 приведен пример фотографии поверхности и схема обработки для фрезерования бруска шириной L2=60 мм. В этом случае при повороте фрезы имеются участки, на которых наблюдается перекрытие контакта зубьев. На иллюстрации можно обнаружить главные особенности формирования поверхности при фрезеровании с перекрытием контактов. Правая часть  соответствует участку приработки, полученному после нескольких проходов с подачей на последнем этапе, не превышающей 0,02 мм на зуб. Этот участок можно считать исходным, он имеет отклонение размера по оси L3, не превышающим 0,01 мм. Это нулевая линия, от которой отсчитывается размер на участке соответствует участку приработки, полученному после нескольких проходов с подачей на последнем этапе, не превышающей 0,02 мм на зуб. Этот участок можно считать исходным, он имеет отклонение размера по оси L3, не превышающим 0,01 мм. Это нулевая линия, от которой отсчитывается размер на участке  . Однако и на этом участке видны вариации размера по оси L3 . Они обусловлены остаточными биениями шпинделя. Для нас наибольший интерес представляет участок . Однако и на этом участке видны вариации размера по оси L3 . Они обусловлены остаточными биениями шпинделя. Для нас наибольший интерес представляет участок  , полученный после одного прохода. Его рельеф можно разделить на три области , полученный после одного прохода. Его рельеф можно разделить на три области  . В областях . В областях  , во-первых, отклонение размера и его дисперсия по отношению к математическому ожиданию заметно меньше, чем в , во-первых, отклонение размера и его дисперсия по отношению к математическому ожиданию заметно меньше, чем в  . Во-вторых, в шаг неровности примерно в два раза больше чем в . Этот шаг имеет регулярные периодические вариации, которые приводят к образованию волнистости. В-третьих, в области высота микронеровности заметно больше. Кроме этого, замечено, что в областях, прилегающих к их границам заметна нерегулярность, как микрорельефа, так и образование заметной волнистости по оси L1. Причем, шероховатость и волнистость в различных областях отличаются. Вначале проанализируем отклонение формы поверхности под углом зрения динамики процесса. Характерно, что при фрезеровании бруска шириной L2=60 мм рельеф формируемой поверхности остается на всей поверхности примерно одинаковым. Таким образом, отмеченные особенности характерны только для фрезерования инструментом, имеющим большой вылет. При этом величина припуска такова, что в зависимости от угла поворота возможно существование двойного и более контактов инструмента с поверхностью. В рассматриваемом примере - один или два контакта. Кроме этого при обработке обычно выбирают фрезы с правым направлением наклона зубьев. Тогда осевая составляющая силы направлена в сторону крепления инструмента в зажимном приспособлении. Тем самым обеспечивается устранение предварительных смещений в не полностью затянутых соединениях. . Во-вторых, в шаг неровности примерно в два раза больше чем в . Этот шаг имеет регулярные периодические вариации, которые приводят к образованию волнистости. В-третьих, в области высота микронеровности заметно больше. Кроме этого, замечено, что в областях, прилегающих к их границам заметна нерегулярность, как микрорельефа, так и образование заметной волнистости по оси L1. Причем, шероховатость и волнистость в различных областях отличаются. Вначале проанализируем отклонение формы поверхности под углом зрения динамики процесса. Характерно, что при фрезеровании бруска шириной L2=60 мм рельеф формируемой поверхности остается на всей поверхности примерно одинаковым. Таким образом, отмеченные особенности характерны только для фрезерования инструментом, имеющим большой вылет. При этом величина припуска такова, что в зависимости от угла поворота возможно существование двойного и более контактов инструмента с поверхностью. В рассматриваемом примере - один или два контакта. Кроме этого при обработке обычно выбирают фрезы с правым направлением наклона зубьев. Тогда осевая составляющая силы направлена в сторону крепления инструмента в зажимном приспособлении. Тем самым обеспечивается устранение предварительных смещений в не полностью затянутых соединениях.
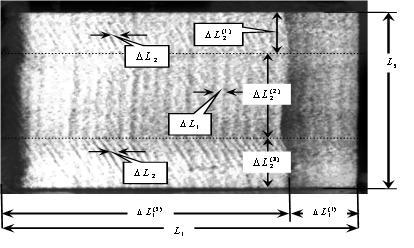 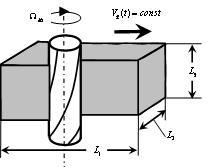
Рис. 3 Фотография макроповерхности (левый рисунок) при фрезеровании неизношенным инструментом и схема процесса фрезерования (правый рисунок) при обработке бруска L1=60,0 мм
Известно [2], что при фрезеровании винтовыми концевыми фрезами на участках перекрытия контактов не только наблюдается возрастание сил, но и изменяется их ориентация. При врезании превалирующее значение имеют силы, действующие в направлении, нормальном к формируемой поверхности, что вызывает вариации деформаций в направлении, нормальном к поверхности. При этом максимальны значения толщины срезаемого слоя. Эти составляющие сил характеризуются значительными вариациями, и они чувствительны к геометрическим параметрам инструмента, которые имеют погрешности, и к вариациям припуска. Поэтому на участках перекрытия контактов кроме отклонения размера наблюдается увеличение его дисперсии по отношению к математическому ожиданию. Кроме этого, на участках перекрытия контакта зубьев во многих случаях наблюдается удвоение периодов повторения микронеровностей. Этот эффект хорошо заметен на приведенной фотографии поверхности (рис. 3). Здесь величина  равна подаче на зуб. Причем равна подаче на зуб. Причем  . Эта особенность обусловлена тем, что на участке перекрытия контактов величина деформационных смещений становится больше толщины срезаемого слоя в области контакта первого зуба, и инструмент на этом участке выходит из зоны контакта с поверхностью. В этом случае движение режущего лезвия осуществляется по новому сформированному направлению, определяемому вторым зубом. На рис. 3 хорошо видна граница между тремя зонами поверхности. На рис. 4 приведена схема, иллюстрирующая изменения области резания в случае, когда имеет место перекрытие контактов. В этой схеме область резания движется вдоль оси фрезы снизу вверх, как показано стрелками на заштрихованных участках. Поэтому наблюдается периодическое перераспределение одноточечных и двухточечных контактов. В этом случае наблюдается периодическое перераспределение сил и деформаций, которое в средней области инструмента вызывает периодический выход инструмента из области контакта. Поэтому в средней области период формирования поверхности удваивается. В области, прилегающей к шпинделю, этого эффекта нет, так здесь жесткость инструмента выше. На рис. 4 приведен экспериментально измеренный график изменения жесткости инструмента вместе со шпинделем в статике. Следовательно, для устранения указанных эффектов необходимо согласовать геометрические параметры инструмента, в том числе число зубьев и угол наклона зуба, с шириной L2 обрабатываемой детали и глубины резания. Этот эффект не наблюдается в следующих случаях. 1). При L2 . Эта особенность обусловлена тем, что на участке перекрытия контактов величина деформационных смещений становится больше толщины срезаемого слоя в области контакта первого зуба, и инструмент на этом участке выходит из зоны контакта с поверхностью. В этом случае движение режущего лезвия осуществляется по новому сформированному направлению, определяемому вторым зубом. На рис. 3 хорошо видна граница между тремя зонами поверхности. На рис. 4 приведена схема, иллюстрирующая изменения области резания в случае, когда имеет место перекрытие контактов. В этой схеме область резания движется вдоль оси фрезы снизу вверх, как показано стрелками на заштрихованных участках. Поэтому наблюдается периодическое перераспределение одноточечных и двухточечных контактов. В этом случае наблюдается периодическое перераспределение сил и деформаций, которое в средней области инструмента вызывает периодический выход инструмента из области контакта. Поэтому в средней области период формирования поверхности удваивается. В области, прилегающей к шпинделю, этого эффекта нет, так здесь жесткость инструмента выше. На рис. 4 приведен экспериментально измеренный график изменения жесткости инструмента вместе со шпинделем в статике. Следовательно, для устранения указанных эффектов необходимо согласовать геометрические параметры инструмента, в том числе число зубьев и угол наклона зуба, с шириной L2 обрабатываемой детали и глубины резания. Этот эффект не наблюдается в следующих случаях. 1). При L2
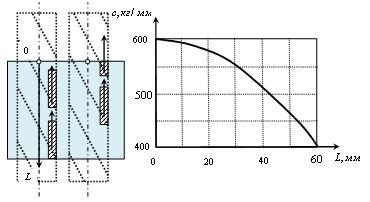
Рис. 4 Схема движения двух областей контакта зубьев фрезы, и экспериментальный график изменения жесткости инструмента в зависимости от точки приложения силы
Наконец, он зависит от угла скругления режущей кромки. Он развивается и по мере возрастания износа инструмента [3]. Характерно, что во всех случаях участкам с увеличенным отклонением и дисперсией размера соответствуют повышенные значения высоты микронеровностей. Значения микро и макрорельефа поверхности при прочих неизменных условиях принципиально зависит от износа. Здесь приведем изменение шероховатости в рассмотренных на рис. 4 областях при  (рис. 5). По мере развития износа увеличивается не только высота микронеровностей, но и их дисперсия. При этом возрастает погрешность формы. Качественные характеристики поверхности остаются неизменными. Приведенные на левой иллюстрации рис.2 кривые можно интерпретировать как волнистость поверхности с большим шагом. Однако на участках сопряжения областей (рис. 5). По мере развития износа увеличивается не только высота микронеровностей, но и их дисперсия. При этом возрастает погрешность формы. Качественные характеристики поверхности остаются неизменными. Приведенные на левой иллюстрации рис.2 кривые можно интерпретировать как волнистость поверхности с большим шагом. Однако на участках сопряжения областей  за счет хаотического чередования шага образуется и продольная волнистость с нерегулярным шагом. за счет хаотического чередования шага образуется и продольная волнистость с нерегулярным шагом.
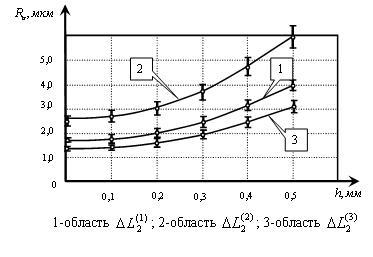
Рис. 5 Изменение шероховатости по мере развития усредненного износа по задней грани зубьев фрезы
Свойства формируемой поверхности зависят и от скорости резания [4]. При увеличении скорости, начиная с некоторого критического значения, при обработке брусков с L2=60 мм формирование зоны с удвоенным шагом исчезает, однако качественная характеристика изменения формы поперечного сечения остается. Уменьшаются деформации, но не их форма по длине. В нашем случае критическая скорость равна (1,8-2,2) м/с. Однако здесь начинают проявляться параметрические эффекты. В результате на поверхности формируются участки продольной шероховатости, напоминающие биения. За счет нелинейной асимметрии динамической характеристики процесса резания этим колебаниям соответствуют динамические смещения, и, как следствие, образование продольной волнистости. Приведем данные по изменению волнистости в направлении оси L1 (табл. 1). Шаг волн колеблется в пределах (1,5-5,0) мм. Поэтому при изучении волнистости выбрана длина опорной поверхности равная 30,0 мм. Как видно, при увеличении подачи в первой и пятой областях высота волн несколько возрастает. Однако в целом по ансамблю во всех областях – она уменьшается. Процесс становится более регулярным. При дальнейшем увеличении подачи на зуб область с удвоением периода микрорельефа практически исчезает, но высота микронеровностей несколько возрастает. Уменьшению разброса высоты микронеровностей соответствует уменьшение высоты волн на поверхности во всех областях. При уменьшении технологического припуска процесс формирования рельефа поверхности становится менее стабильным, и высота волн возрастает на некоторых участках поверхности.
Таблица 1 Изменение волнистости в направлении оси L1
|
№ области
|
Технологический припуск, tp (мм)
|
Подача на зуб, Sp(мм)
|
Средняя высота волн hw, мкм
|
Средний шаг волн, Sw (мм)
|
|
1.
|
9,0
|
0,04
|
2,5
|
2,0
|
|
2.
|
9,0
|
0,04
|
7,0
|
3,0
|
|
3.
|
9,0
|
0,04
|
5,0
|
5,0
|
|
4.
|
9,0
|
0,04
|
6,0
|
3,5
|
|
5.
|
9,0
|
0,04
|
3,5
|
2,0
|
|
1.
|
9,0
|
0,08
|
3,0
|
3,0
|
|
2.
|
9,0
|
0,08
|
3,5
|
3,2
|
|
3.
|
9,0
|
0,08
|
3,7
|
3,3
|
|
4.
|
9,0
|
0,08
|
4,0
|
3,3
|
|
5.
|
9,0
|
0,08
|
4,5
|
3,7
|
|
1.
|
2,0
|
0,04
|
2,0
|
2,0
|
|
2.
|
2,0
|
0,04
|
4.5
|
3,0
|
|
3.
|
2,0
|
0,04
|
5,5
|
4,0
|
|
4
|
2,0
|
0,04
|
5,0
|
3,5
|
|
5.
|
2,0
|
0,04
|
2,5
|
2,4
|
Анализ приведенных результатов позволяет сделать следующие заключения:
- точность геметрических размеров, волнистость и шероховатость являются взаимосвязанными;
- при фрезеровании поверхности фрезами, диаметр которых меньше ширины обрабатываемой поверхности, формируемый рельеф не является регулярным, и по его ширине можно выделить область, в которой наблюдается нестационарное удвоение периода следа инструмента. В результате на поверхности образуются участки с нестационарной волнистостью. Кроме этого на этих участках наблюдается повышенные значения высоты микронеровностей. Для устранения этого недостатка необходимо согласовать угол наклона режущих лезвий фрезы с величинами подачи на зуб и с обрабатываемым припуском;
- на топологию поверхности влияют технологические режимы. Во всех случаях увеличение подачи вызывает возрастание шероховатости. Здесь необходимо выбирать компромисс при определении подачи на зуб, а также с выбором скорости резания. В последнем случае по мере увеличения скорости, с одной стороны, возрастают градиенты напряжений и деформаций, следовательно, уменьшается объем пластической деформации, с другой, - при увеличении скорости проявляются параметрические явления, которые, как правило, влияют на устойчивость процесса резания.
Библиография
1. Заковоротный В.Л., Флек М.Б. Динамика процесса резания. Синергетический подход. — Ростов н/Д.: Терра, 2006. — 880 с.
2. Губанова А.А., Бегун В.Г. Особенности формирования стационарной траектории установившихся периодических движений при фрезеровании// Динамика технических систем «ДТС-2015»: сборник трудов XII международной научно-технической конференции (Ростов-на-Дону, 16-17 декабря 2015 г.) / под ред. А.Д. Лукьянова. — Ростов н/Д: ДГТУ, 2016. – С.432.
3. Заковоротный В.Л., Губанова А.А., Лукьянов А.Д. Синергетический подход при изучении устойчивости формообразующих траекторий попутного фрезерования боковыми гранями концевых фрез (случай малой скорости резания)// Вестник Донского государственного технического университета.- 2016.- Т. 16.- № 1 (84).- С. 52-66.
4. Заковоротный В.Л., А.А. Губанова, А.Д. Лукьянов. Использование синергетической концепции для изучения устойчивости формообразующих траекторий попутного фрезерования // СТИН.-2016.-№ 4.-С. 32-40
References
1. Zakovorotnyi V.L., Flek M.B. Dinamika protsessa rezaniya. Sinergeticheskii podkhod. — Rostov n/D.: Terra, 2006. — 880 s.
2. Gubanova A.A., Begun V.G. Osobennosti formirovaniya statsionarnoi traektorii ustanovivshikhsya periodicheskikh dvizhenii pri frezerovanii// Dinamika tekhnicheskikh sistem «DTS-2015»: sbornik trudov XII mezhdunarodnoi nauchno-tekhnicheskoi konferentsii (Rostov-na-Donu, 16-17 dekabrya 2015 g.) / pod red. A.D. Luk'yanova. — Rostov n/D: DGTU, 2016. – S.432.
3. Zakovorotnyi V.L., Gubanova A.A., Luk'yanov A.D. Sinergeticheskii podkhod pri izuchenii ustoichivosti formoobrazuyushchikh traektorii poputnogo frezerovaniya bokovymi granyami kontsevykh frez (sluchai maloi skorosti rezaniya)// Vestnik Donskogo gosudarstvennogo tekhnicheskogo universiteta.- 2016.- T. 16.- № 1 (84).- S. 52-66.
4. Zakovorotnyi V.L., A.A. Gubanova, A.D. Luk'yanov. Ispol'zovanie sinergeticheskoi kontseptsii dlya izucheniya ustoichivosti formoobrazuyushchikh traektorii poputnogo frezerovaniya // STIN.-2016.-№ 4.-S. 32-40
|
 Рус
Рус




























